2025.7.25
3Dプリンター用データの種類と正しい運用法|形式・変換・管理まで徹底解説
3Dプリンターを使いたいけれど、「どんなデータを使えばいいのか分からない」「ソフトは何を使う?」「スライスって何?」といった疑問を持つ方は多いはずです。
本記事では、3Dプリンターで使用される主要なデータ形式、データ編集に必要なソフトウェア、印刷工程の流れから、データの共有・活用・運用ノウハウまでを一気に解説します。初心者はもちろん、業務で3Dプリンターを扱う方にも役立つ情報をまとめました。

3Dプリントを依頼したいけれど、どんな流れで進むのか分からない方へ。ご依頼から完成までのステップを簡潔にまとめたサービスガイドをご用意しています。はじめての方も、ぜひこちらをご覧ください。
https://www.kuwabara-3d.com/guide/
目次
1. 3Dプリンターの基本データ形式とは
3Dプリンターで出力を行うには、まず3Dモデルを適切なファイル形式で保存し、スライスソフトを通じてプリント用のデータ(G-codeなど)に変換する必要があります。
使用するファイル形式には複数の種類があり、それぞれが持つ情報量や対応する用途、互換性に違いがあります。
代表的な形式は以下のとおりです。
- STL形式:最も普及している基本形式。形状のみを扱う。
- OBJ形式:色情報・テクスチャも含められる多機能形式。
- STEP形式:CAD設計で主に使われる中間ファイル形式。
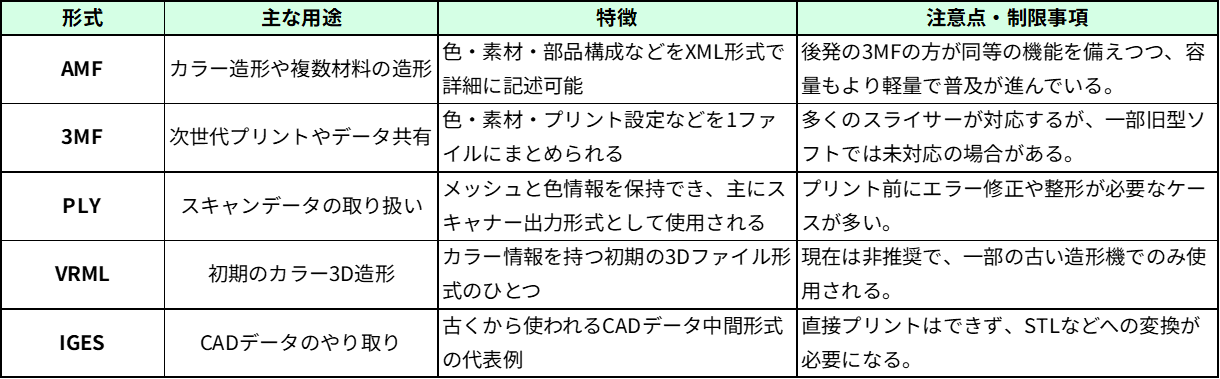
- その他:PLY、VRML、AMF、3MFなど、特定用途や拡張性に対応した形式もあります。
ここでは、それぞれの形式の特徴や活用シーン、注意点などを詳しく見ていきましょう。
1-1. STL形式|最も広く使われる基本形式
3Dプリンター用ファイルの中でも最も一般的なのがSTL(Stereolithography)形式です。モデルの形状を三角ポリゴンの集合体として記述し、色情報やマテリアル情報は含まれません。その分、軽量かつ高い互換性があり、ほぼすべてのスライサーやプリンターで対応しています。試作や構造部品など、形状情報が主目的となる造形に向いています。
1-2. OBJ形式|カラーや質感を扱える多機能形式
OBJ形式は、形状に加えて色情報やテクスチャ、マテリアルの定義も含めることができます。視覚的な表現を重視した造形や、レンダリング用途との両立をしたい場合に有用です。
なお、材料情報などは別ファイル(.mtl)に記述されており、OBJ本体とセットで扱う必要があります。カラー3Dプリントやアート作品などに適しています。
1-3. STEP形式|CADに強い中間ファイル形式
STEP(Standard for the Exchange of Product model data)形式は、形状情報に加え、寸法や公差、構成部品などの情報も保持可能な中間ファイル形式です(使用するCADソフトや出力形式によって保持・再現される情報は異なります)。精密な機械部品やアセンブリ(組立品)のデータ管理に適しており、工業製品の設計・製造分野では広く活用されています。
ただし、3Dプリンターで直接出力するには、スライスソフトでの対応が限定的なため、一般的にはSTL形式などへの変換が必要です。
元がCADデータの場合、精度を保ったまま3Dプリント用に変換する際の起点としても重宝されます。
1-4. その他のデータ形式の紹介
3Dプリントで扱われるファイル形式は、STL・OBJ・STEPといった汎用的な形式が広く知られていますが、実際の運用ではそれだけでは十分でない場面も多く存在します。モデルの作成手法や利用するプリンターの種類、さらには色情報や材料情報の有無などに応じて、それぞれ特性の異なるファイル形式を使い分ける必要があります。特に、スキャンデータの活用やカラー造形、複雑な構成情報を含むデータの管理などでは、STLでは対応できないケースもあるため、目的に応じた適切な形式の選定が欠かせません。
ここでは、そうした補助的・拡張的なデータ形式について、用途や特徴、注意点を一覧で整理しました。
2. 3Dプリントに必要なソフトウェアの種類
3Dプリントを始めるには、3Dモデルの作成からプリントデータの変換まで、複数のソフトウェアが必要です。目的や作業工程に応じて適切なツールを選ぶことで作業効率や仕上がりに大きな差が生まれます。ここでは、設計に使うモデリングソフトからスライサーや共有に役立つツールまで、それぞれの特徴と活用ポイントを解説します。
2-1. モデリングソフトの選び方とおすすめ
3Dプリント用のデータを作成するには、目的やスキルレベルに応じたモデリングソフトの選定が重要です。
ソフトには無料で使えるものと、有料ライセンスが必要な製品があり、それぞれに得意分野や対象ユーザーが異なります。
● 無料で使える代表的なソフト
- Fusion 360(個人・教育向け無料):試作や機械部品の設計に最適。非商用利用であれば無料プランが利用可能。
- Blender:アート作品や自由曲面に強い高機能な3Dソフト。映像制作や3Dアニメーションにも対応。
- Tinkercad:初心者向けのクラウド型モデラー。シンプルで直感的な操作性が特徴。
● 有料ソフトの代表例
- SOLIDWORKS:製造業や機械設計分野での定番CAD。部品設計から図面出力まで幅広く対応。
- Rhinoceros(Rhino):自由曲面や複雑な形状モデリングに強く、意匠設計やジュエリーデザインなどで活用される。
- CATIA:自動車・航空・産業機械など、大規模かつ高精度な製品設計に対応するハイエンドCAD。大企業を中心に採用実績が多い。
無料ソフトは導入のハードルが低く、学習コストも小さいため、初めて3D設計に取り組む方や個人利用には非常に適しています。基本的な設計作業には十分対応できますが、一部の高機能ツールが使えなかったり、商用利用に制限がある場合もあるため、使用条件を事前に確認することが大切です。
一方、有料ソフトは高度なモデリング機能や図面化・アセンブリ・解析などの統合機能を備えており、業務利用を前提としたサポート体制も整っています。製造現場やチーム設計など、精度や再現性が求められる場面では、大きなアドバンテージとなります。
作りたいものの種類や用途、操作の習熟度に加え、利用目的(個人/商用)や拡張性の必要性も踏まえて、最適なツールを選ぶことが、効率的で失敗の少ない設計の第一歩です。
「アイデアはあるけれど、データが作れない」といった場合は、モデリングから造形まで一貫してご依頼いただけます。詳しくはサービス案内ページをご覧ください。
https://www.kuwabara-3d.com/service/
2-2. スライサーソフトの役割と設定方法
スライサーソフトは3Dモデルをプリンターで出力可能な形式(主にG-code)に変換するための重要なツールです。プリントの品質・時間・成功率は、このスライス工程での設定次第で大きく変わります。
代表的なスライサーには以下のようなものがあります。
- Cura:
無料で高機能な汎用スライサー。対応プリンターが非常に多く、初心者からプロまで幅広く使われています。 - PrusaSlicer:
Prusa製プリンター向けに最適化されているものの、他社製プリンターにも対応。高い精度と柔軟なカスタマイズ性が特徴です。 - CHITUBOX:
光造形方式の3Dプリンターに特化したスライサーで、レジン造形用として標準的に利用されています。 - Bambu Studio:
Bambu Lab製プリンター向けに開発されたスライサーですが、現在は他社製FDM/FFF(熱溶解積層)方式プリンターにも対応可能。プリンターとの連携性が高く、直感的な操作性やスライス速度に定評があります。
これらのスライサーでは、積層ピッチ(レイヤーの高さ)、充填率(インフィル)、印刷速度、サポート材の自動生成と角度設定など、造形品質や造形時間に大きく影響する設定を細かく調整できます。
CuraやPrusaSlicer、CHITUBOXのような汎用スライサーは多くの機種に柔軟に対応できるのが強みです。一方で、Bambu Studioのように特定のメーカーや方式に特化したスライサーは、そのプリンターの性能を最大限に引き出せるよう設計されており、安定した高品質の出力が得やすいというメリットがあります。
使用するプリンターや目的に応じて最適なスライサーソフトを選ぶことが、3Dプリントを成功させるための第一歩です。
2-3. オンラインツールの活用法
近年は、インストール不要でブラウザ上で動作するクラウド型の3Dソフトも増えています。TinkercadやVectaryなどは、ログインするだけですぐに設計作業を開始でき、低スペックのPCでも動作します。データはクラウド上に保存されるため、どこからでもアクセスでき、共同編集にも適しています。学校やチームでの活用、出先での急な修正など、柔軟な運用が可能です。
3. 3Dプリント用データの準備と最適化

3Dモデルを作成したら、そのままプリントに進めるわけではありません。出力品質を高めるためには、データの確認や修正、プリンターに合わせたサイズ調整など、事前の最適化が不可欠です。ここでは、プリントに適したデータを準備するための基本的な工程と、よくあるトラブルを防ぐためのポイントを紹介します。これらを意識するだけで、失敗のリスクを大きく減らすことができます。
3-1. データのクリーンアップと修正方法
モデリング直後のデータや3Dスキャンから得られたメッシュデータ、第三者が作成した既成データには、見た目ではわかりにくいエラーが潜んでいることがあります。代表的なものとしては、「穴あき」「面の裏返り」「非マニフォールド(トポロジー的に不正な構造)」などがあり、これらはプリントエラーの原因になります。
無料ツールのMeshmixerやプロ向けのNetfabbなどを使えば、こうした不具合を自動検出し、簡単に修復できます。特にMeshmixerは「Make Solid」機能や「Inspector」による自動補完が便利で、初心者にも扱いやすいツールです。
3-2. データをプリントサイズに合わせる方法
完成した3Dデータが、プリンターの造形範囲を超えていたり、実際の用途に合わないサイズで作られているケースは少なくありません。スライサーソフト(例:CuraやPrusaSlicer)にはスケーリング機能があり、X/Y/Z方向を任意の倍率で調整できます。ただし注意したいのが、設計時の単位設定(mm/inch)ミスによるスケールのずれです。
たとえば、データをインチ(inch)単位で設計していたのに、スライサーでミリメートル(mm)として読み込んでしまった場合、
1 inch = 25.4 mm
となるので、1 inch を 1 mm として扱うと、出力時には
1 / 25.4 ≒ 0.039
と縮小されてしまいます。
逆に、mmで設計したデータをinchとして読み込むと、25.4倍に拡大されてしまうことになります。これは数値上は同じでも、スライサーやCADでの単位解釈の違いからくる典型的なエラーです。
また、寸法精度が重要な部品は、スライス前に設計CADでサイズを確認・調整しておくのが安全です。パーツの組み合わせが必要な場合は、プリント収縮や公差も考慮に入れる必要があります。
3-3. よくある失敗とその対策
3Dプリントでは、スライス設定や素材選び、さらにはデータ管理の仕方まで、ちょっとした判断ミスが造形トラブルにつながることがあります。
ここでは、データ運用にかかわる実践的な失敗例と、その回避ポイントを紹介します。
- サポート角度の見落としによる造形崩れ
スライスソフト上では「サポート不要」と判定された形状でも、実際の出力ではわずかなオーバーハングが垂れてしまうケースがあります。特に45度〜55度付近の緩やかな傾斜は、素材や冷却条件によって結果が大きく変わるため、プレビューだけに頼らず、必要に応じて手動でサポートを追加するのが安全です。 - 材料による出力安定性の違い
PLAでは問題なく出力できたデータでも、ABSやPETGに素材を変えると失敗することがあります。これは収縮率・温度・冷却特性の違いによるもので、インフィル100%設定のように内部応力が蓄積しやすい条件では、反りや割れが起きやすくなるため注意が必要です。
材料を変える際は、積層ピッチ・温度・速度などのスライス条件も必ず見直しましょう。 - ファイル名とデータ管理のトラブル
出力設定を少しずつ調整しながら印刷を繰り返していくと、G-codeやSTLファイルが大量に生成され、管理が煩雑になりがちです。特に、プリント成功済みのファイルと失敗例が混在すると、うっかり古いファイルで再出力してしまうといったミスも起こります。ファイル名には日付・バージョン・材料名などを明記し、フォルダ分けやクラウド保存なども活用して、再利用しやすい環境を整えておくことが重要です。
造形不良の原因は、単なるプリンターや素材の問題にとどまらず、スライス設定の読み違いや運用面での注意不足によっても起こります。「データをどう扱うか」「素材や条件の変化にどう対応するか」といった視点を持つことで、安定した3Dプリントと再現性のある運用が実現できます。
4. 3Dプリンティング工程の流れ
3Dプリントは、モデルデータを作ったらすぐ出力できるわけではなく、完成までにはいくつかのステップとデータ処理が必要です。モデル作成からプリント、仕上げに至るまで、それぞれの工程で扱うデータの種類や形式、注意点を理解しておくことで、スムーズな出力と品質の安定につながります。
以下に、3Dプリントに必要な主な工程と、それに伴うデータの役割を簡潔に整理します。
- モデリング
3D CADやモデリングソフトで形状を設計。STL、STEP、OBJなどの形式で出力され、後工程のベースとなるデータです。 - エラーチェックと修正
スキャンデータや複雑な形状では、穴や裏返りなどのエラーが残っていることがあります。MeshmixerやNetfabbなどを使って修正し、プリント可能な状態に整えます。 - スライスとG-code生成
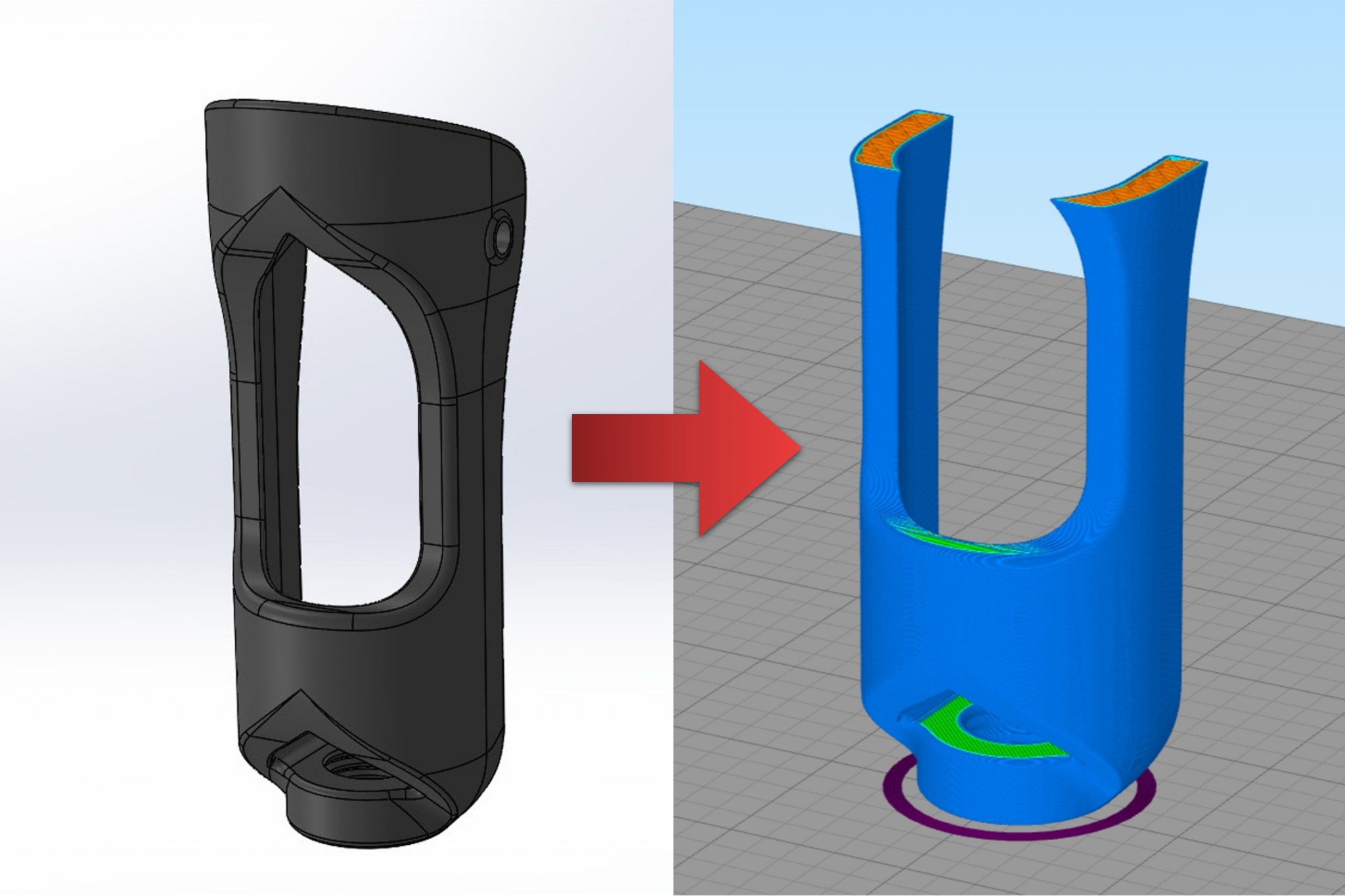
スライサーソフトでSTLなどのモデルデータを読み込み、積層構造やサポート材の設定を行います。設定が完了すると、プリンターで動作するG-code形式の出力データが生成されます。 - プリント時の確認ポイント
G-codeをプリンターに転送する前に、レイヤープレビューで空中造形やサポート不足がないかをチェック。ここでもデータ確認が重要な役割を果たします。 - 仕上げと評価
出力後のモデルは、サポート材の除去やバリ取りを経て完成となります。寸法や強度を評価し、必要があれば元データを修正して再出力するというフィードバックループも重要です。
このように、3Dプリントの各工程はデータによってつながっており、出力の質や効率は設計から仕上げまでのデータ管理と変換プロセスの正確さに大きく左右されます。
5. 3Dプリンタデータの共有と継承
3Dプリンター用データを継続的に活用していくには、チームや次の世代に「引き継げる形」で整理しておくことが重要です。特に業務や教育の現場では、データの共有・管理・再利用の体制が整っていないと、作業の属人化や品質のばらつきにつながり、成果に大きく影響します。
以下に、3Dデータを資産として活かし続けるための実践ポイントを6項目に整理しました。
5-1.データ管理と共有体制の整備
ファイル名には日付やバージョン番号(例:ver2_240701)を付けることで、どのデータが最新かを明確にできます。
共有フォルダの中では、誤操作や上書きミスを防ぐために、編集履歴の記録やコメントログを残せるツール(例:Google DriveやNotion)と併用するのが効果的です。
小さな改変でもバージョンを分けて残すことで、トラブル時の巻き戻しや検証も容易になります。
5-2. ライセンスと著作権の確認
3Dデータを社外に公開する際は、第三者データの改変を含まず、完全に自作したものであるか、または公開権限を有しているかを必ず確認しましょう。第三者の著作物(キャラクター、ロゴ、商標など)を含むデータは、許諾なしに公開すると権利侵害となる可能性があります。
また、共有サイトへアップロードする場合は、利用条件(ライセンス)を明示することも重要です。たとえば「商用利用不可」「改変不可」「クレジット表記必須」など、Creative Commonsなどのライセンスを活用して、再利用者に対して明確なルールを提示しましょう。
5-3 プロジェクト単位での運用管理
出力物や、案件数、関係者、資料などの関連データが増えてくると、データ単体ではなくプロジェクト単位での整理と管理が必要になります。
例えば、設計・スライス・出力・評価といった工程ごとに担当者を分け、SlackやBacklog、Trelloなどのプロジェクト管理ツールで進行管理と情報共有を一元化すると、作業の抜け漏れや重複が減ります。
5-4. 教育・業務での活用事例化
教育現場ではTinkercad や Fusion 360 のクラウド機能を活用することで、生徒の提出状況や設計進捗の可視化が可能です。
業務の場面では、設計~出力までの連携フローをあらかじめ定義し、作業記録や改善点を蓄積しておくことで、ノウハウがチーム全体に継承されやすくなります。
5-5. コミュニティ参加と継続的改善
SNSやフォーラムでの情報発信、あるいは3Dプリントコンテストなどへの参加を通じて、外部からのフィードバックを受ける機会も価値ある取り組みです。
オープンソースへの貢献や教材提供などを通じて、他者からの視点を取り入れることで、データの品質や活用の幅も広がっていきます。
5-6. ダウンロードと保管の工夫・注意点
外部から共有された3Dデータを活用する際には、ファイルの整理方法やライセンス条件の確認を徹底することが誤用・権利侵害・データ紛失といったトラブルの予防となります。
以下のような点を意識することで、安全かつ効率的な運用が可能となります。
- ファイル名には日付やバージョンを明記し、元データ(.stl)とスライス済みデータ(.gcode)を分けて保管する
- READMEや注釈ファイルを添付し、用途・形式・対応プリンターなどを明記しておく
- クラウドストレージや共有サーバーを使い、アクセス権を設定することで、誤操作やデータ紛失を防ぐ
- 公開データの使用時には、ライセンス条件(商用利用可否・改変の可否・表記義務など)を確認する
- キャラクターやロゴなどのモデルについては、著作権・商標権の侵害に該当しないか慎重に判断する
とくに業務利用やSNS等への公開を行う場合、「誰が作ったデータか」「どういう条件で使えるか」を明確に把握し、必要に応じて許可を得る姿勢が求められます。正しく管理・保管されたデータは、再利用性が高まり、後工程や他者との連携でも信頼できる資産となります。
3Dプリンター用データは、一度使って終わりではなく、再利用・共有・継承されることを前提に整備しておくことが重要です。バージョン管理やアクセス制限といった基本的な管理体制に加え、ライセンス確認や権利への配慮、外部との連携や教育現場での活用も含めて、運用全体を設計する視点が求められます。
正しく整えられたデータは、チーム内の引き継ぎや他者との協業にも活かされ、“使える”だけでなく“活かし続けられる”資産となります。業務・教育・コミュニティといったさまざまな場面で、3Dデータを無理なく運用する仕組みづくりを進めていきましょう。
6. まとめ
3Dプリンターが普及した今、真に価値を生むのは「データをどう活用するか」です。単に形を出力するだけではなく、正確な設計・的確な変換・再現可能な管理を通じて、3Dデータは“使い切り”の道具から“活かし続ける資産”へと変化しています。
本記事では、STLやSTEPといった主要な形式の特性、設計・スライス・修正といった各工程での注意点、さらにはチームや教育現場でのデータ共有・保管・継承の方法まで、3Dデータを取り巻く総合的な運用知識を解説してきました。こうした知識と仕組みを整えることで、属人化や出力トラブルを減らし、データを軸とした品質・効率・学習の循環が生まれます。業務であれ教育であれ、3Dデータの管理体制が整っていれば、誰が扱っても同じ品質で成果を再現できる環境が育ちます。
3Dプリントは手段であり、データはものづくりの中核資源です。目的に応じてデータ形式を選び、設計から保管・共有までの一貫した体制を築くことで、3Dデータは未来の製品や教育の礎となります。デジタル技術が加速する今こそ、“出力のためのデータ”から“価値をつなぐデータ”へ。その第一歩として、この記事がみなさまのデータ活用の基盤づくりに役立てば幸いです。

弊社では、3Dプリント用のデータ作成から一貫して対応しております。データの作成・編集に関するご依頼は、法人・教育機関・個人を問わず、どなたでもお気軽にお問い合わせください。
https://www.kuwabara-3d.com/contact/