2025.8.28
【3Dプリンター】材料押出方式(MEX)とは?FDM/FFFだけじゃない!分類・特徴・活用法を徹底解説
材料押出方式(MEX:Material Extrusion)は、ノズルから材料を押し出して積層する、3Dプリンターの代表的な造形方式です。本記事では、FDM/FFFをはじめ、近年注目されるFGF、CFR、CEM、LAMといった各方式について、それぞれの仕組みや特徴、対応素材、活用シーンをわかりやすく解説します。
導入を検討している方や、より適した方式を見極めたい方の参考になれば幸いです。
弊社では、FDM/FFF方式による3Dプリントサービスを提供しています。試作品、治具、意匠確認モデル、実用品まで、目的やご要望に応じて最適な造形条件や素材をご提案いたします。
https://www.kuwabara-3d.com/service/
1. 材料押出方式とは

材料押出方式は、3Dプリント技術の中でも最も普及している造形方式で、家庭用から産業用まで幅広く活用されています。構造がシンプルで導入コストが低く、扱える素材の種類も多いため、個人・教育機関・製造業などさまざまな現場で利用されています。
中でもFDMやFFFは代表的な方式で、3Dプリンターという言葉から最も連想されやすい技術です。試作や簡易部品にとどまらず、治具やエンドユース部品の製造にも応用されており、年々用途が広がっています。
1-1. 概要
材料押出方式は、加熱・溶融した材料をノズルから細く押し出しながら、1層ずつ積み重ねて立体物を形成していく造形方式です。主に使用される材料は熱可塑性樹脂で、造形時の熱によって柔らかくなり、冷却によって硬化・定着します。
FDM/FFF方式では、あらかじめ成形されたフィラメントを使用します。ノズルを移動させながら、スライスデータに従って造形を行うことで、比較的短時間で任意の形状を再現することができます。低価格機種でも実用レベルの出力が可能なため、近年ではプロトタイピングの現場にとどまらず、最終製品の一部製造にも応用されるケースが増えています。
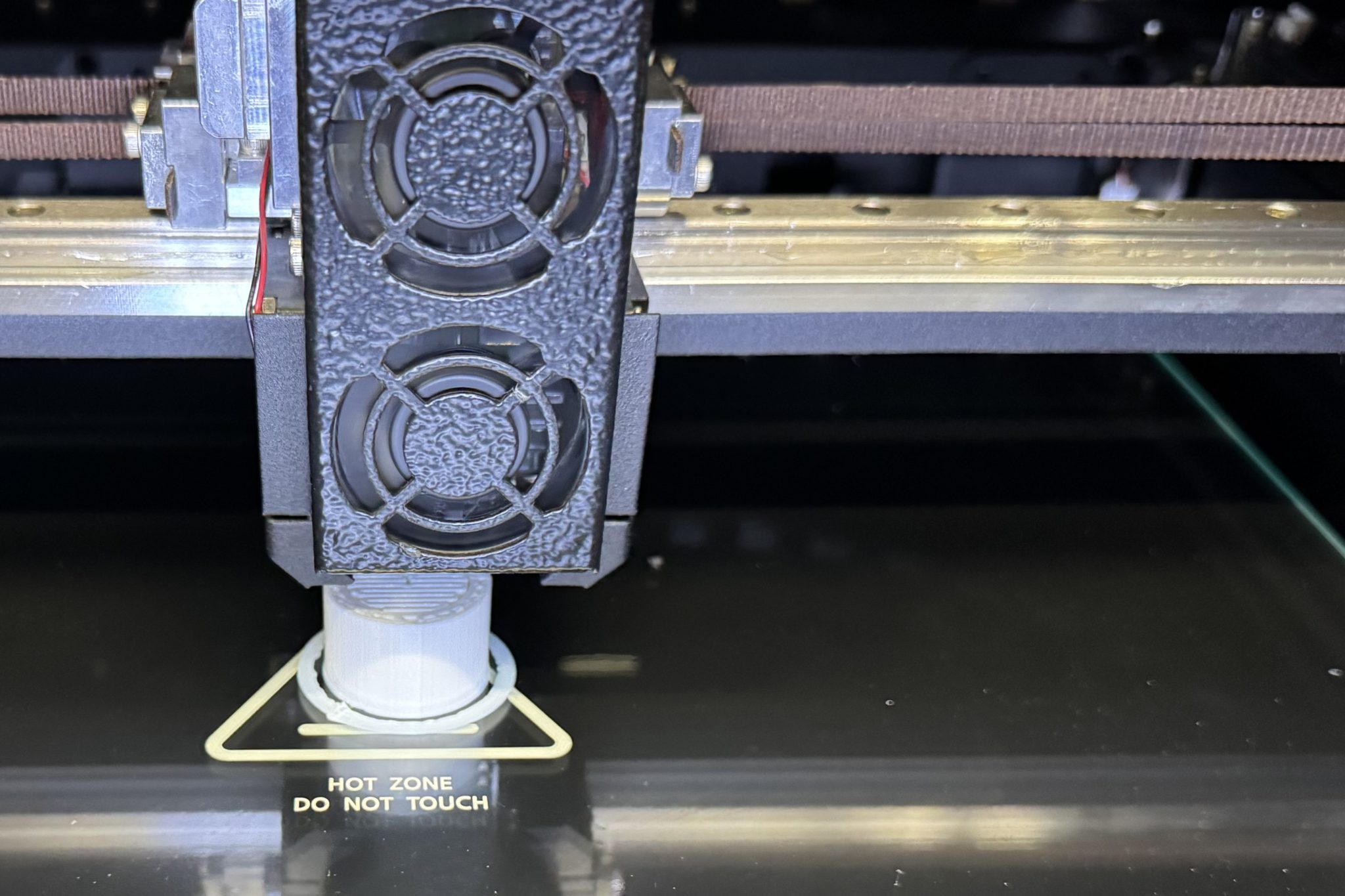
1-2. 印刷の仕組み
材料押出方式では、スライサーソフトで作成されたGコードを元に、造形プラットフォーム上に材料を積層していきます。ノズルはX・Y方向に移動しながら材料を押し出し、Z軸方向にプリントベッドが少しずつ下がることで層を積み重ねていくのが基本構造です。
加熱ユニット(ホットエンド)で材料を溶かし、押出機構(エクストルーダー)によって制御された量の材料を一定速度で送り出すことで、安定した造形が可能になります。造形精度はノズル径や積層ピッチ、フィラメントの材質、冷却ファンの設定などに左右されます。
また、構造によってはサポート材を必要とする場合があり、これも同じ押出方式で造形されます。最近では、二重ノズル機構を用いて造形材とサポート材を使い分けることで、造形自由度と後処理の効率を両立させる機種も増えてきました。
2. 材料押出方式の分類と特徴
一口に材料押出方式(MEX)といっても、その中には使用する材料の形態や装置の構造、出力精度、目的とする用途によっていくつかの方式に分類されます。中でも特に代表的なのが、FDM/FFF・FGF・CFR・CEM・LAMの5方式です。それぞれの方式には、以下のような大まかな特徴があります。

以下では、それぞれの特徴を「得意形状」「使用素材」「活用シーン」に分けて整理します。
2-1. FDM(Fused Deposition Modeling:熱溶解積層法)/ FFF(Fused Filament Fabrication:熱溶解積層造形)

FDM/FFF方式は、熱可塑性フィラメントを溶かして積層する、最も一般的かつ入門的な3Dプリント方式です。装置構造が比較的単純でメンテナンス性も高く、導入コストも抑えられるため、個人ユーザーから教育機関、中小企業のプロトタイピングまで幅広く活用されています。
ノズル温度や冷却の調整により仕上がりの質を左右でき、設定次第では高精度な造形も可能です。サードパーティ製のフィラメントも豊富で、機能性を持った材料の活用もしやすい点が特徴です。
一方で、積層痕が出やすく、滑らかな表面仕上げには後加工が必要になる点や、オーバーハング構造にはサポート材が不可欠といった弱点もあります。また、高精度が求められる微細造形や、素材間の接着強度が課題となる場合もあるため、精密部品には適さないケースもあります。
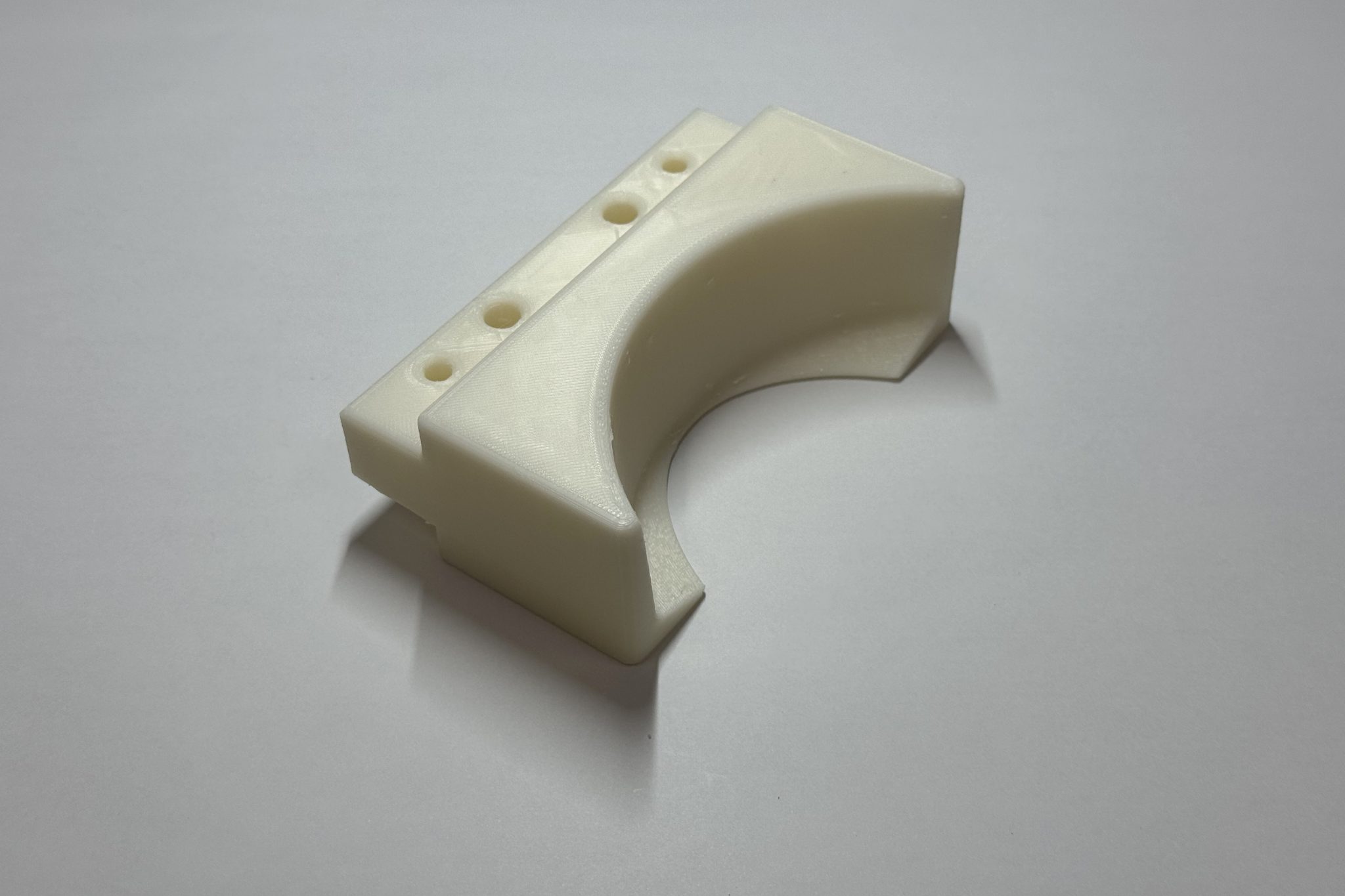
2-1-1. 得意形状
FDM/FFF方式は、構造が安定しやすいシンプルな形状や、中空・筐体系の造形を効率よく行えるのが特徴です。主に以下のような形状に適しています。
- 単純な立方体・筒状などのベーシックな形状
- 中空構造や機構部品の外形確認モデル
- 外観よりも速度や試作効率を重視する用途
2-1-2. FDM/FFFならではの素材
FDM/FFF方式は対応可能なフィラメント素材が豊富で、扱いやすい汎用材料から機能性を持つ特殊素材まで幅広く選択できます。
- 汎用材料:PLA、ABS、PETG(扱いやすさと価格が魅力)
- 機能性材料:TPU(柔軟)、PA(耐摩耗)、PC(耐熱)
- 特殊配合:木材調やカーボンファイバー混合などの複合フィラメントにも対応可
2-1-3. 活用シーン
試作や教育用途を中心に、FDM/FFF方式は以下のような幅広いシーンで活用されています。
- 試作品の形状検証・フィッティングチェック
- 教育現場での教材や実験モデル作成
- 簡易治具・ホビー用途の自作部品
- 製品外装のモックアップ、デザイン確認モデル
FDM/FFF方式は手軽さと素材の多様性が魅力の積層造形法で、試作や教育など幅広い現場で活用される定番の3Dプリント方式です。
2-2. FGF(Fused Granular Fabrication:粒状樹脂積層造形)
FGFは、フィラメントではなくペレット(粒状の熱可塑性樹脂)を直接材料として用いる材料押出方式です。押出機構はFDM/FFFと似ていますが、原料の形状が異なることで材料コストを大幅に削減できる点が大きなメリットです。
また、再生材や工業グレードの高機能材料を活用しやすく、サステナビリティの用途に適しています。「サイズ」「速度」「コスト」を重視する造形に向いています。
装置の出力も大型化しやすく、パーツサイズが1mを超えるような超大型出力も得意です。その一方で、FDM/FFFと比べると造形精度や表面の滑らかさではやや劣るため、精密部品の出力には向かない場合が多いです。
2-2-2. 得意形状
FGF方式は、大型で厚みのある形状をスピーディーに造形するのが得意です。以下のような造形対象に適しています。
- スケールの大きな構造物(建築模型、ベンチ、筐体など)
- 肉厚で安定性のある形状(壁厚があり変形しにくい設計)
- 外観よりも機能性・速さ・コストが重視される試作物
2-2-2. FGFならではの素材
フィラメントではなくペレットを使うFGF方式では、扱える材料の幅も広がります。主な対応素材は次のとおりです。
- ペレット状熱可塑性樹脂(ABS、PA、PC、PPなど)を使用
- メーカーや装置により炭素繊維強化材料やPEEKなどの高機能ペレットも使用可能
- リサイクルペレットや端材由来の素材も利用でき、環境負荷低減にも貢献
2-2-3. 活用シーン
FGF方式は、大型造形やコスト重視の試作において、特に以下のようなシーンで活用されています。
- 建築・土木分野のモックアップ(構造検討、外観モデルなど)
- 家具や什器のラフ形状試作(展示用ベンチ、サイン類など)
- 量産前の大型樹脂製品の試作検証
- 材料開発の実験用造形(再生材・複合材の試験造形)
FGFは、製品としての精度よりも素材費・スピード・スケールを重視した造形に最適な方式です。大量の出力や造形面積の大きなパーツを扱う場面で、その真価を発揮します。
2-3. CFR(Continuous Fiber Reinforcement:連続繊維強化造形)

CFRは、熱可塑性樹脂を積層する工程において、連続繊維(カーボンファイバー、グラスファイバー、ケブラーなど)を特定の方向に沿って挿入することで、構造補強を行う造形技術です。FDM/FFF方式をベースにしながら、積層ごとに繊維の配置を制御することで、部品全体の強度や剛性を飛躍的に向上させることができます。
この方式は、引張や曲げなどの荷重がかかる方向に対して繊維を最適に配置できるのが大きな特長で、従来のFDM/FFFや短繊維混合材料では得られない高い構造性能が得られます。適切に設計された造形では、アルミニウム部品に匹敵する強度を持つ軽量パーツを樹脂材料で内製化することも可能です。
一方で、装置自体が高価で導入コストが大きいという課題があります。また、連続繊維が挿入できる方向や形状には制約があるため、全方向に均一な補強が必要な構造には向かないケースもあります。造形後の切削や加工にも用途によっては専用の設計・運用が求められます。
2-3-1. 得意形状
連続繊維を意図的に配置できるため、構造的な補強が必要なパーツや応力が集中する部位に適しています。
- 高荷重がかかる治具・ブラケット・構造フレーム部品
- 応力の方向が明確で、繊維配置による補強が有効な部品
- トポロジー最適化設計による軽量化と強度の両立を図った形状
2-3-2. CFRならではの素材
CFRはマトリックス樹脂と連続繊維を組み合わせることで、用途に応じた高強度・高剛性の複合材を造形できます。
- マトリックス樹脂:Onyx(短繊維入りナイロン)、PA6、PA12など
- 補強繊維:連続カーボンファイバー、グラスファイバー、ケブラー繊維
- 一部装置では、複数種類の繊維を部位ごとに使い分けて造形可能
2-3-3. 活用シーン
金属の代替や軽量化が求められる場面で、高強度な機能部品を効率的に内製化する用途に活用されています。
- 金属製治具・保持具・ブラケットの代替製作
- 構造試作や軽量高剛性パーツの検討(ドローン、ロボット、車両部品など)
- アルミ加工品の置き換えによるコスト削減と製造リードタイム短縮
- 少量多品種における金属代替構造部品の内製化
CFR方式は、造形中に連続繊維を挿入して構造的な補強を行う高度な技術で、FDM/FFFベースながら高い強度と剛性を実現できます。治具や構造部品の軽量化・内製化を目的とした金属代替の手段として広く活用されています。
2-4. CEM(Composite Extrusion Modeling:複合材料押出造形)
CEMは、熱可塑性樹脂に金属やセラミックの粉末を混合した複合フィラメントを使用して造形を行う方式で、MEX系の技術を金属造形などの高機能用途へ拡張したものです。
基本的な押出造形のプロセスはFDM/FFFと似ていますが、出力後に脱脂・焼結といった後処理工程を必要とする点が大きく異なります。この焼結工程を経ることで、造形物は純金属やセラミックに近い物性を得ることができ、小ロットの機能性金属部品や試作金属部品の製作に適しています。
また、金属3Dプリント技術(DMLS、SLM等)と比較して装置の価格が大幅に低く、デスクトップサイズの機器で金属部品の内製化が可能な点も注目されています。
一方で、脱脂や焼結といった工程には専用の装置や高度な温度管理が必要であり、造形物は焼結時に収縮・変形するリスクがあるため、設計段階での補正や試行錯誤が不可欠です。また、フィラメントの扱いがデリケートで、湿度管理や保管にも注意が必要です。これらの点から、FDM/FFFのような手軽さとは異なり、一連のプロセスを理解した上での導入体制が求められます。
2-4-1. 得意形状
CEM方式は、造形後に脱脂・焼結を行うことを前提としており、機能性重視の金属部品や構造的に強度が求められる形状の造形に向いています。
- 金属部品の試作や小ロット製造に適した形状
- 高強度が求められる機械部品や治具
- 焼結時の収縮や変形を見越した設計最適化済みの形状
2-4-2. CEMならではの素材
使用される材料は、熱可塑性樹脂に金属やセラミック粉末を混合した複合フィラメントで、造形後は焼結によってバインダーを除去し、最終的に高密度な金属部品やセラミック部品となります。
- 金属粉末混合フィラメント(例:Ultrafuse 316L、Ultrafuse 17-4PH)
- セラミック混合フィラメント(一部の技術では酸化ジルコニウムなど)
- 主にPOMやPE系のバインダー樹脂と組み合わせ、焼結で除去される
2-4-3. 活用シーン
FDM/FFFに近いプロセスで金属の機能部品を製造できるCEMは、初期試作や少量生産に特に適しており、以下のような分野で導入が進んでいます。
- 金属加工品の初期試作や設計検証用モデル
- 治具・金型部品の小ロット製造(切削の代替)
CEM方式は、「金属を使った実用部品を、FDM/FFFに近い感覚で造形したい」というニーズに応える技術です。焼結設備が用意できる現場では、強力な製造手段となります。
2-5. LAM(Liquid Additive Manufacturing:液体材料積層造形)
LAMは、シリコーンなどの高粘度な液体材料を加熱・押出し、熱硬化や化学硬化によって固化させながら造形する方式です。従来のFDM/FFFやSLAなどでは扱いが難しかった、弾性体・ゴム状の素材を精密に成形できるのが特徴です。
硬化プロセスにはUVではなく加熱硬化や2液反応硬化を用いるため、粘度が高く、通常のノズル押出では難しかった素材の安定造形が可能になります。柔らかく、皮膚接触や屈曲に耐えるような部品の製造において、LAMは唯一無二のソリューションとなり得ます。
一方で、対応する材料が限られており、主に特定メーカーのシリコーンなどに依存する点や、材料交換や洗浄に手間がかかるという課題があります。また、硬化プロセスの管理が繊細で、温度や混合比の調整ミスによる造形失敗のリスクもあるため、運用には一定の専門知識と装置制御への理解が求められます。さらに、装置価格はFDM/FFFに比べて高価であり、導入ハードルがやや高い点にも留意が必要です。
2-5-1. 得意形状
LAM方式は、粘度の高い液体シリコーンを安定して押し出せる点が特徴で、柔軟性や複雑な形状が求められる構造の造形に向いています。
- 柔軟で三次元的に複雑な形状(例:関節用パッド、ソール、クッション形状)
- 人間工学に基づいた曲面形状
- 肌接触や可動を想定したシームレスな構造物
2-5-2. LAMならではの素材
使用されるのは、高粘度で熱硬化性の液体シリコーンゴム(LSR)を中心とした材料です。医療やウェアラブル向けに適した素材が多く活用されています。
2-5-3. 活用シーン
LAMは、従来の3Dプリントでは対応が難しかった柔らかく・複雑で・肌に優しい部品の製造に強みを発揮します。以下のような分野で活用が進んでいます。
- 医療用パッド・義肢・装具のカスタム製造
- ウェアラブルデバイス用クッション材
- スポーツ・アウトドア製品のシリコーンパーツ
- 少量多品種の柔軟部品の開発・製造
LAMは、従来の樹脂系3Dプリンターでは再現できなかった“柔らかさ”と“複雑性”の両立を可能にする先進技術です。特に生体適合・医療・スポーツ分野では、着実に応用が広がっています。
3. まとめ
材料押出方式(MEX)はFDM/FFFだけでなく、用途に応じてFGF、CFR、CEM、LAMといった多様な方式へと展開しています。それぞれの方式に得意な素材・形状・適用分野があり、目的に合った技術選定が3Dプリンティングの成否を左右します。導入の際は「MEX方式」と一括りにせず、分類ごとの特徴を理解した上で、自社に最適な方式を選びましょう。
弊社では、FDM/FFF方式およびCFR方式による造形サービスを中心に、機能性フィラメントや治具製作などの対応実績がございます。お客様のご要望について最適となる造形方式・材料をご提案いたします。どうぞお気軽にお問合せ下さい。
弊社取扱い中のFDM/FFFやCFR方式の造形サービス・対応素材の詳細をチェックする!
https://www.kuwabara-3d.com/material/
3Dプリンター用素材についてさらに詳しく知りたい方はこちら!
https://www.kuwabara-3d.com/column/c001/