![サムネイル[c025]_【3Dプリンタ―】光造形方式とは?SLA・DLP・LCDの仕組みと分類を一挙解説](https://www.kuwabara-3d.com/wp/wp-content/uploads/2025/09/77101bea1feb0619fcb0fa158530c74f.jpg)
2025.9.18
【3Dプリンター】光造形方式とは?SLA・DLP・LCDの仕組みと分類を一挙解説
3Dプリンターの中でも、高精度かつ滑らかな表面仕上げを得意とするのが「光造形方式」と呼ばれる技術です。プロトタイプのモックアップや精密パーツの製作に広く使われており、とくにFDM(熱溶解積層)方式と比べて、寸法精度や表面の滑らかさに優れていることから、外観や機能検証の両面で高い品質が求められる場面で選ばれています。
本記事では、光造形方式の基本的な仕組みから、SLA・DLP・LCDといった主要な方式の違い、選定のポイント、さらに具体的な活用事例までをわかりやすく解説します。
「どの方式を選べばよいか分からない」「業務に導入したいが比較が難しい」といった方にとって、導入判断の一助となる内容です。

KUWABARA 3D PRINTによる造形サービス概要はこちら
目次
1. 光造形方式とは?基本と仕組み
光造形方式(VPP:Vat Photopolymerization)は、光によって液体樹脂を硬化させ、積層によって立体物を形成する3Dプリント技術です。その起源は1981年、名古屋市工業研究所にて小玉秀男氏が提案した「光で液体樹脂を硬化させる立体造形法」にあり、これが光造形の原理的な出発点とされています。その後、1986年にアメリカで商業化が進み、現在の3Dプリンター技術として発展しました。
この方式では、液体状の光硬化性樹脂(UVレジン)に紫外線などの光を照射し、選択的に1層ずつ硬化させながら積層することで立体物を造形します。FDM(熱溶解積層方式)などと比べ、寸法精度に優れ、滑らかな表面品質を得られるのが特長です。
現在では、光源や照射の仕組みによって「SLA(レーザー走査型)」「DLP(プロジェクター投影型)」「LCD(マスク型)」といった複数の方式に分類され、それぞれが異なる造形特性と強みを持っています。
2. 各方式の特徴と違い|SLA・DLP・LCDを徹底比較
光造形方式は、光源の種類や照射の仕組みによって、主にSLA、DLP、LCDの3方式に分類されます。それぞれの方式には造形構造・仕上がりの傾向・造形速度・材料対応性といった点で特徴があります。
2-1. SLA方式|レーザーによる点照射型
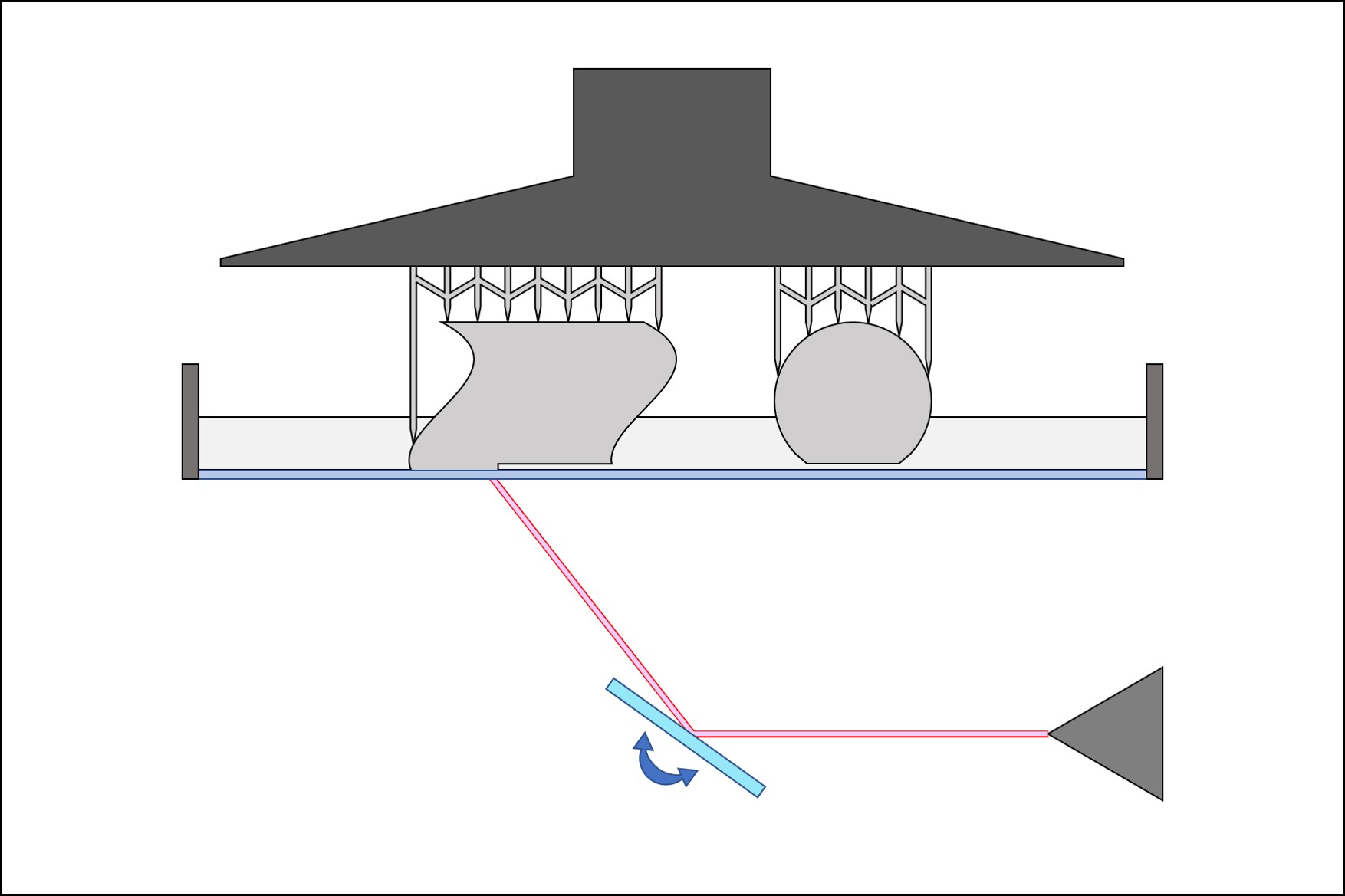
SLA(Stereolithography)方式は、レーザー光をX-Y軸上で走査し、点ごとにレジンを硬化させていく方式です。レーザーによる高精度な制御が可能なため、滑らかで微細な形状の再現性に優れています。
この方式では比較的深い硬化が可能であり、粘度の高い特殊レジン(耐熱性、鋳造性、透明性など)とも相性が良好です。また、密閉カートリッジ型の材料供給機構を備えた機種も存在し、安定した造形環境と再現性の高い出力が可能です。
2-2. DLP方式|プロジェクターによる面照射型
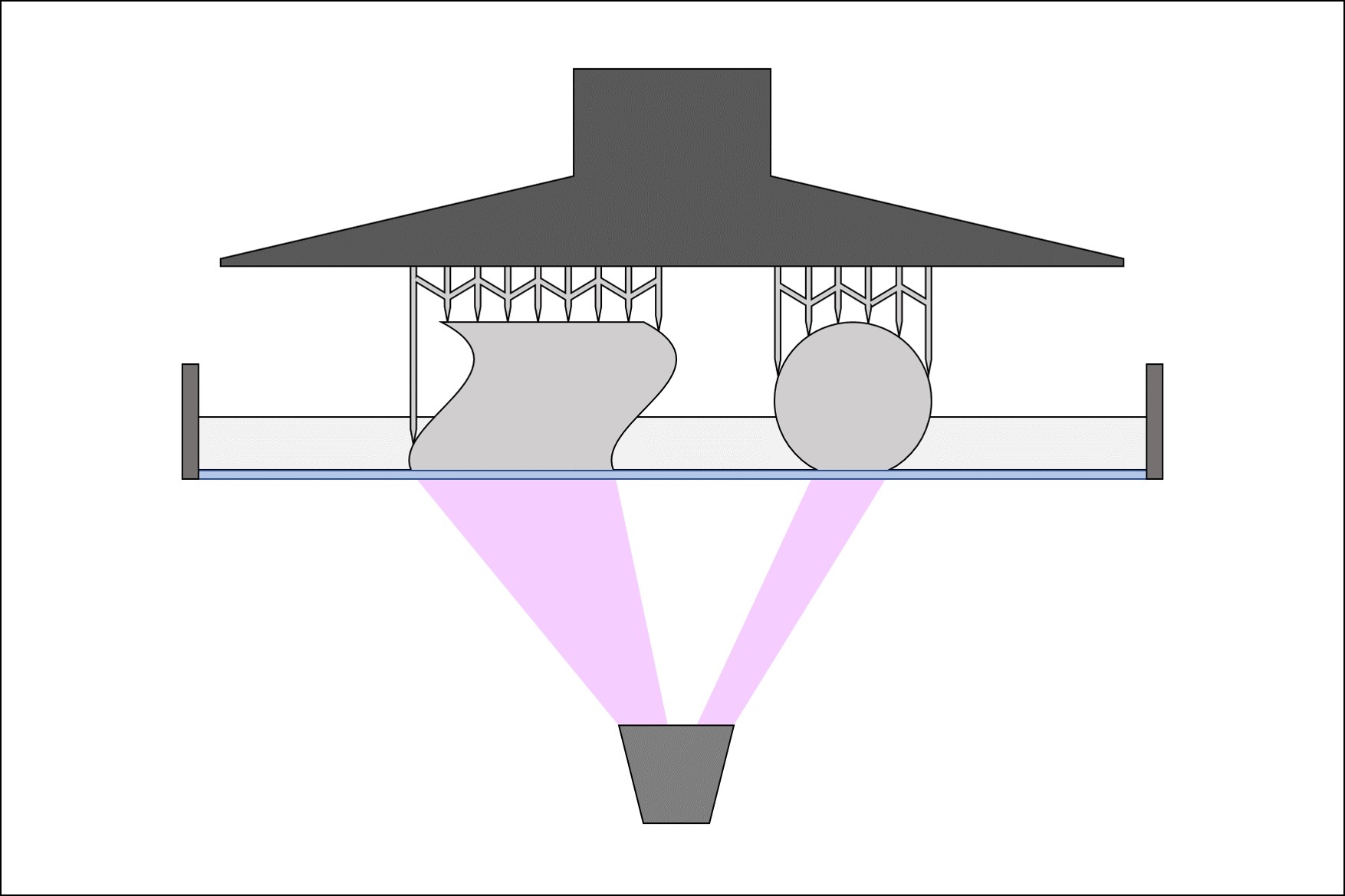
DLP(Digital Light Processing)方式は、デジタルプロジェクターでレジンの1層全体を一括照射し、硬化させる方式です。点ではなく面単位で硬化が進むため、1層あたりの造形時間が短く高速で安定した出力が可能です。
光源の投影精度が高く、シャープな形状や直線的な構造も正確に出力できる点が特長です。また、高出力の光源を搭載する機種が多く、市販の高粘度レジンや機能性レジンとの相性にも優れています。多くのDLP機種はオープンマテリアル設計で、市販レジンを自由に使用可能です。
2-3. LCD方式|液晶マスクによるコスト効率型
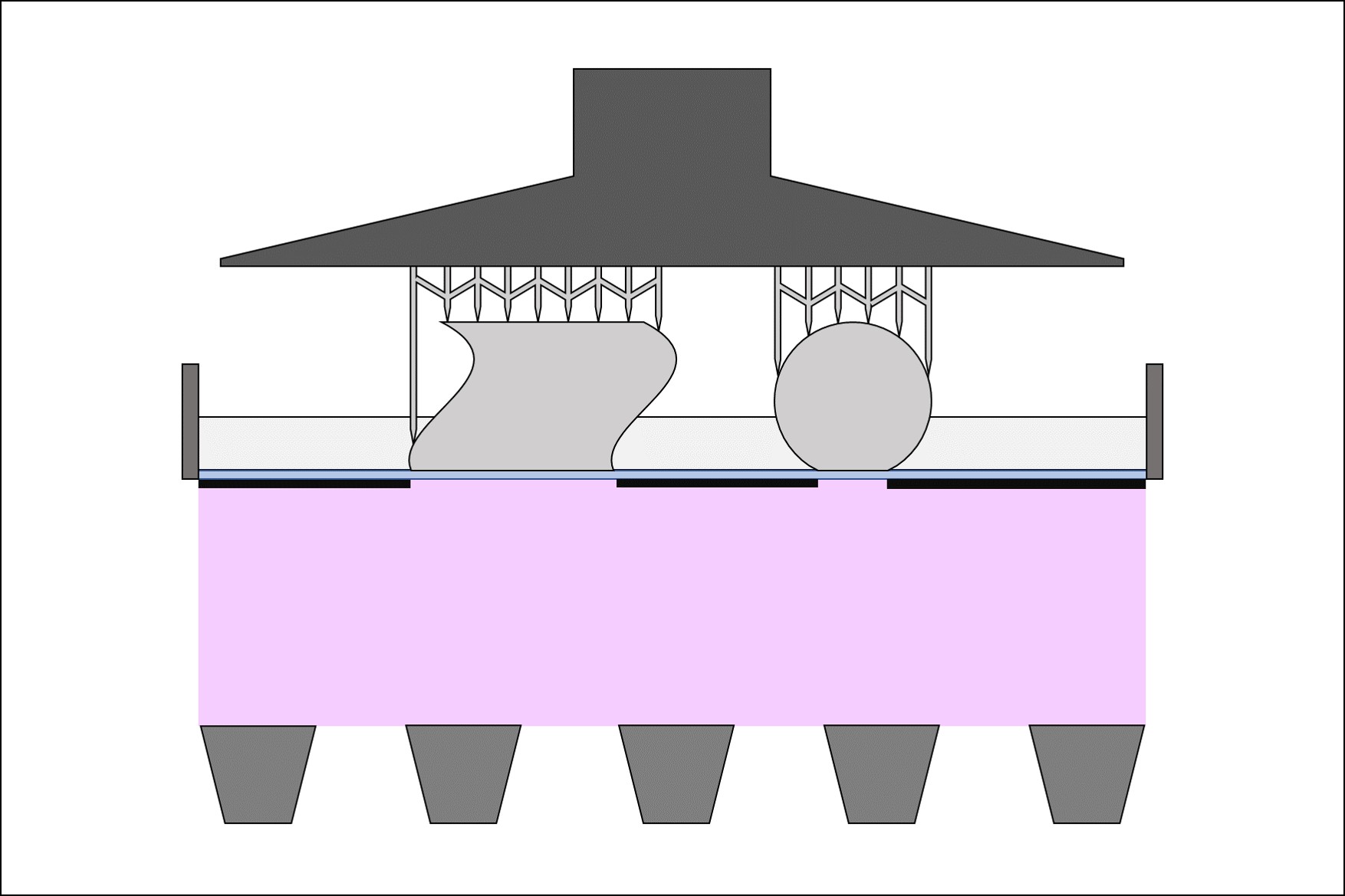
LCD(Liquid Crystal Display)方式は、液晶パネルをマスクとして使用し、その背後からLED光源を照射して一括で硬化させる構造です。プロジェクターを用いないため、装置構造が簡素でコストを抑えられるのが最大の特長です。
近年では技術革新が進み、8K〜16Kの高解像度液晶や、高出力のCOB(Chip On Board)型LED光源を搭載した機種が登場。これにより、以前は課題とされていた輝度ムラや光量不足が大きく改善され、従来DLPが優位だった領域にも対応できるようになっています。
加えて、液晶は部品単価が下がってきているため、産業用途向けでも導入しやすく、オープンマテリアル対応機も多数。ただし、液晶パネル自体の経年劣化や熱の影響により、長期的な出力品質維持には注意が必要です。
【補足】「MSLA」と呼ばれることも?LCD方式の別表現
LCD方式は、技術的にはMSLA(Masked Stereolithography Apparatus)とも呼ばれます。
これは、液晶パネルでマスク(遮光パターン)を形成し、その背後からLEDなどの光源で一括照射する方式であり、DLPと同様に「面」単位での高速造形が可能です。
MSLAという呼称は、液晶マスクによって照射領域を制御するという技術的特徴をより明示的に表しており、主に技術資料や一部メーカーの仕様書で使われます。
一般的な表記としてはLCD方式が浸透していますが、MSLA=LCD方式の技術的呼称と理解して差し支えありません。
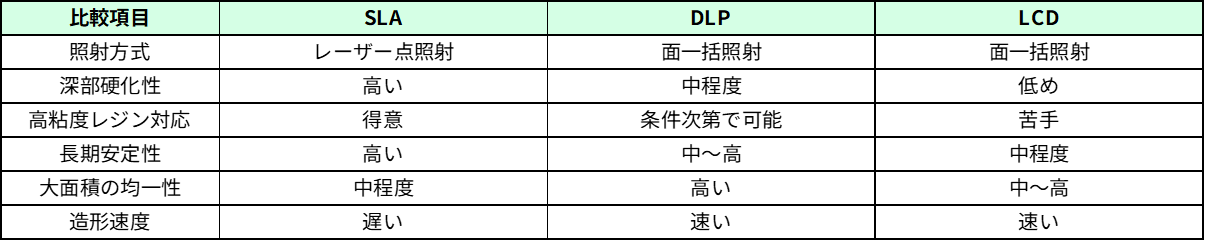
2-4. 3方式の違いまとめ
前述部では、SLA・DLP・LCDそれぞれの仕組みや特性について個別に紹介しました。ここでは、それらの要素を比較しやすいように、主な評価項目ごとに3方式の傾向を一覧にまとめています。
光造形方式の選定にあたっては、目的や使用環境に応じて「何を重視するか」を明確にし、それぞれの特徴を踏まえて最適な方式を選ぶことが重要です。
各項目の補足解説
- 深部硬化性
SLAは高出力レーザーにより深い硬化が可能。DLPは中程度、LCDは拡散しやすく硬化は浅めです。「深部硬化性」は、機能性レジンや厚肉構造、レイヤー厚設定など、難易度の高い造形で安定出力を実現するための重要な性能指標です。 - 高粘度レジン対応
SLAは高粘度樹脂との相性が良好。DLPは一部対応、LCDは基本的に不向きとされます。 - 長期安定性
SLAは光源の劣化が少なく安定性が高い傾向にあります。DLPは光学調整に注意が必要、LCDは液晶パネルの経年劣化や輝度ムラが懸念されます。 - 大面積の均一性
DLPは均一な面照射に優れており、大面積でも安定した出力が可能です。SLAは高精度スキャナーを備えた上位機種であれば均一性を保てますが、一般的には範囲が広がるほど誤差やムラが出やすくなります。LCDは構造的に輝度ムラの影響を受けやすいものの、光源設計の進化により改善が進んでいます。 - 造形速度
SLAは点ごとに照射するため時間を要しますが、DLPとLCDはいずれも面一括照射により高速造形が可能です。
2-5. 近年の技術進化による差の縮小
近年はとくにLCD方式の進化が著しく、COB(Chip On Board)型LEDの採用や高解像度・高透過率の液晶パネル、光学設計の改良などにより、DLPと遜色ない出力品質・速度を実現する機種も登場しています。さらに、業務用装置では各方式とも性能向上が進み、単純な方式差以上に、装置設計や光源構成による違いが出力結果を左右する傾向が強まっています。
2-6. 液面制御方式とは?自由液面法と規制液面法の違いを解説
光造形方式では、光の照射方法に加えて、レジンの液面をどのように制御するかによっても造形の安定性や材料使用量、装置構造に大きな違いが生まれます。
- 自由液面法:自然な液面をそのまま利用し、上部から光を照射してレジンを硬化させる方式です。主にSLA方式に採用されており、剥離工程がほぼ不要なため造形の安定性が高い一方、大量のレジンを必要とし装置も大型化しやすいという特徴があります。
- 規制液面法:タンク底に透明なフィルムを設け、下部から光を照射して硬化させる方式です。一部の機種では、光学設計や素材選定により微小な未硬化層(死層)を意図的に形成することで、剥離をスムーズに行える構造となっています。DLPやLCD、一部のSLA方式でもこの規制液面方式を採用しており、少量のレジンで稼働できるうえ、装置自体もコンパクトに設計可能です。
3. 光造形方式の活用事例紹介
光造形方式は、高精度かつ滑らかな造形が求められるシーンにおいて、その性能を最大限に発揮します。ここでは、実際の活用事例を通じて、光造形ならではの特性がどのような課題解決に貢献するかを具体的に紹介します。試作やデザイン、機能検証など、多様なニーズに柔軟に対応できるのが特徴です。
3-1. 高圧洗浄機ノズルに互換アダプター製作

異なるメーカーの高圧洗浄機と先端ノズルを接続したいというご要望に対応するため、専用アダプター部品を製作しました。
まずは既存部品の接続部を3Dスキャナーで計測し、Geomagic Design Xを用いて寸法・形状を正確に取得。現物に確実にフィットする設計データを作成しました。
水漏れの可能性を考慮し気密性の高い光造形(LCD方式)を用いて、必要最小限の使用に適した素材と設計で再製作を実施。完成品は水漏れもなく、実機環境でも問題なく使用できることを確認しました。
※光造形用レジンは一般的に水や洗剤への耐性が低く、選定や防水のための後加工、使用後の乾燥など注意が必要です。

Geomagic Design Xについて詳しく知りたい方はこちら
Geomagic Design Xとは?3Dスキャンから3Dモデルへ|リバースエンジニアリング活用術【社内事例あり】
https://www.kuwabara-3d.com/column/c014/
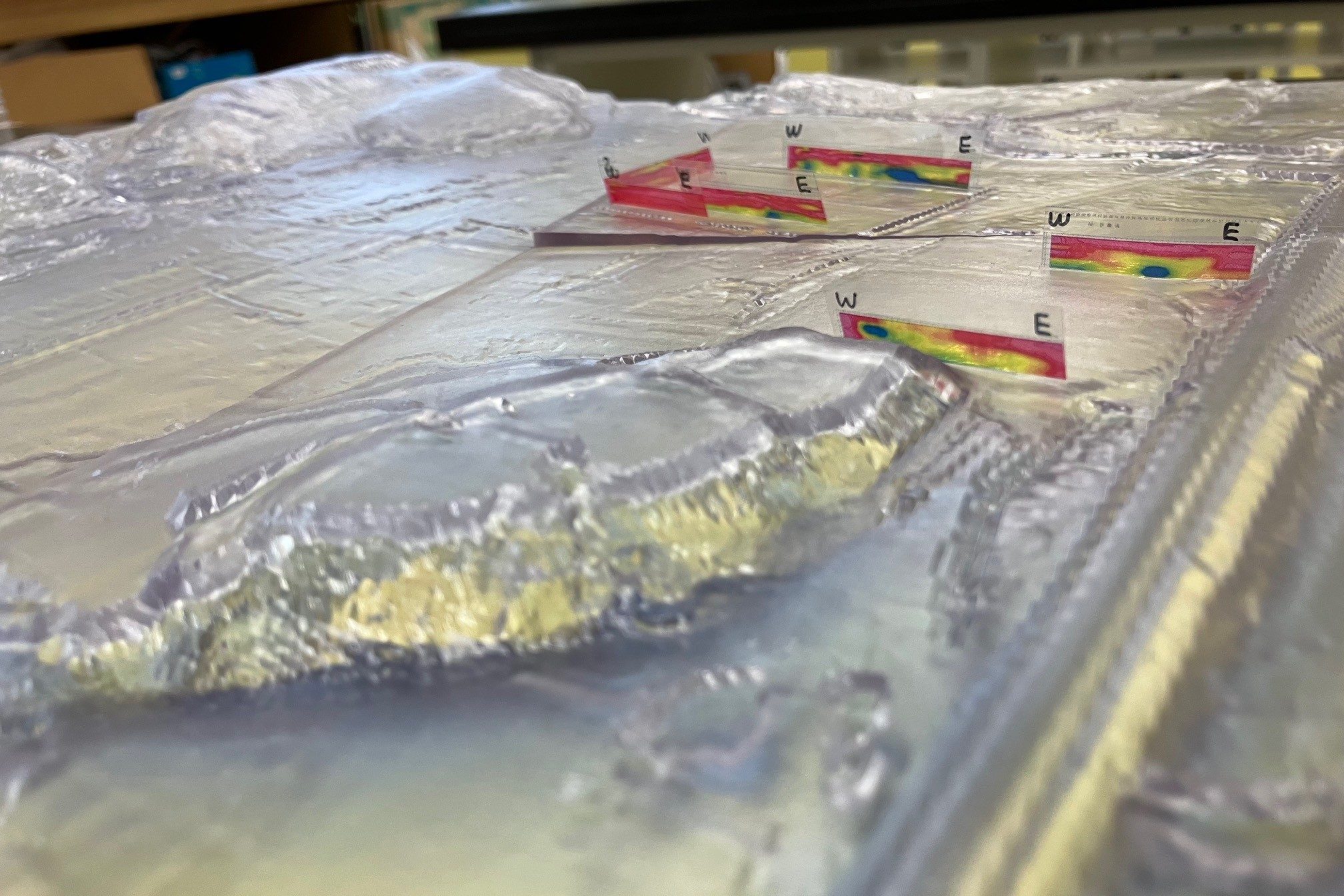
3-2. 地形データを活用した透明のジオラマ製作
実在する地形の標高データをもとに、透明レジンを使用して立体的なジオラマを製作しました。地形情報は視認性と造形安定性を両立させた形状へと最適化。光造形機を用いて、精密かつクリアな出力を実現しています。
透明レジンは通常の樹脂と比べて光の透過率が高いため、造形後の研磨やクリアコートなどの仕上げ処理を加えることで、内部の凹凸や高低差を美しく表現できます。本事例では、地形の陰影や起伏、傾斜といった特徴が自然光や照明によって立体的に浮かび上がり、ビジュアル資料としての訴求力や空間演出効果を高めることに成功しました。
詳細はこちらをご覧ください。
4. まとめ
光造形方式は、光を用いて感光性樹脂を硬化させ、層ごとに積み重ねて立体物を造形する高精度な3Dプリント技術です。SLA・DLP・LCDといった方式ごとに、照射の仕組みや対応素材、造形の安定性や速度などに違いがあり、目的や使用環境に応じた選定が求められます。
近年は各方式とも大きく進化しており、従来あった明確な性能差は縮まりつつあります。その一方で、実際の造形品質は装置の設計や光源構成、使用するレジンとの相性など、個々の機種や条件によって大きく左右されるのが現状です。
光造形方式を導入・活用する際は、方式名だけにとらわれず、「何を出力したいか」「どのような特性が必要か」といった目的に応じて、機材スペック・対応素材・運用性を総合的に検討することが重要です。

KUWABARA 3D PRINTによる造形サービスへのお問い合わせはこちら