2026.1.14
3Dプリンターはどれくらい精度が出る?精度が出ない原因と改善方法を徹底解説
3Dプリンターで「どれくらい精度が出るのか」「どうすれば精度を上げられるのか」。この2点は、これから3Dプリントを始めたい方から、既に運用しているユーザーまで幅広く抱える根本的な疑問です。本記事では、主要な造形方式ごとの精度の目安を示しつつ、精度が低下する原因を整理し、実践的な改善策を体系的に解説します。さらに、材料別の精度特性や症状ごとのチェックリストも用意し、トラブルへの対処まで網羅しました。3Dプリントを実用レベルで使いたい方に向け、精度改善の全体像をわかりやすくまとめています。
必要な寸法精度や嵌合条件、表面品質に応じて、造形方式・材料選定・設計補正・後加工まで含めた最適な進め方をご提案します。外注をご検討の際は[サービスページ]もご覧ください。
目次
- 1. 3Dプリンターはどれくらいの精度が出せるのか
- 2. 精度が出ない原因は何か
- 3. 精度を上げるための実践的な対策
- 3-1. キャリブレーション(Zオフセット/Flow/水平調整)
- 3-2. プリント設定の最適化(外周速度/レイヤー高さ/冷却)
- 3-3. 材料管理(乾燥/保管/材料選び)
- 3-4. 造形環境の最適化(温度/湿度/振動/ドラフト)
- 3-5. 設計段階での補正(クリアランス・逃げ寸法・外形補正)
- 3-6. 穴径が小さくなる場合の改善
- 3-7. 外形が大きく/小さくなる場合の改善
- 3-8. 反り・収縮を抑える方法
- 3-9. 高さ方向(Z軸)の寸法を安定させる方法
- 3-10. 面が荒れる/エッジが潰れる場合の改善
- 3-11. 材料別精度チェックリスト(PLA〜CF系)
- 3-12. 総合チェックリスト(症状別の原因と対策)
- 4. 方式別に見る精度の特徴
- 5. 精度とコストのバランス
- 6. 精度向上のポイントまとめ
1. 3Dプリンターはどれくらいの精度が出せるのか
3Dプリンターに興味を持つ多くの人が最初に気にするのが「どれくらい精度が出るのか」という点です。特に実用部品や治具を制作したい場合、寸法誤差がどの程度許容できるのかを把握することは極めて重要です。
一般的に、家庭用・業務用FDM/FFF方式では±0.1~0.3mm程度が基準となり、設定や材料管理を適切に行うことで±0.05mm前後の精度も狙えます。一方、SLA/DLPやSLSなど他方式ではより高い精度や形状再現性が期待できます。本章では、主要な造形方式ごとの精度目安と、用途別に必要な精度の基準を整理し、3Dプリントが実際にどの場面で実用可能かを判断できるよう解説します。
1-1. 方式別の一般的な寸法精度の目安
3Dプリンターの精度は造形方式によって大きく異なります。
FDM/FFF方式は樹脂を溶かして積層するため、材料収縮や冷却の影響を受けやすく、一般的な精度は±0.1〜0.3mmが目安です。ただし、適切な条件を整えれば±0.05mm近い精度も実現可能です。
SLA/DLP(光造形)方式は光硬化による非常に細かい積層が可能で、±0.02~0.1mmと高精度です。逆にSLS(粉末焼結)は等方収縮や角の丸みが起こりやすく、±0.2~0.3mm程度が一般的です。
金属3Dプリント(SLM/LB-PBFなど)は高精度ですが、熱応力が大きいため±0.05~0.2mm程度が一般的で、最終寸法は機械加工による後仕上げが前提となる場合が多くなります。これらを理解することで用途に合った方式を選択できます。
※記載の精度レンジは一般的な目安であり、機種・条件・前後処理によって変動します。
1-2. 用途別に必要な精度の基準
求められる精度は用途によって大きく変わります。例えば、機構部品や嵌合部品では±0.1mm以下の精度が必要となる場合が多く、FDM/FFF方式でこの領域を狙うには材料選びや外周速度、冷却設定の最適化が欠かせません。治具や位置決めツールでは±0.2mm程度が実用範囲であり、FDM/FFF方式でも安定的に達成可能です。外観モデルや展示用試作品は±0.3mm前後でも問題なく、SLA/DLP方式ではさらに精密な仕上がりが得られます。大型造形の場合は材料特性の影響が増すため±0.3~0.5mm程度が一般的です。このように用途と必要精度を最初に決めておくことで、造形方式や材料の選択がスムーズになります。
1-3. 実例で見る精度の感じ方
精度の数字だけではイメージしにくいため、具体的な寸法変化の例を挙げると理解しやすくなります。例えば、FDM/FFF方式で直径10mmの穴を造形すると、押出量や材料収縮の影響で9.8~9.9mm程度とやや小さく出る傾向があります。一方、SLA/DLP方式ではほぼ設計値に近い10.0~10.05mmが期待できます。厚み5mmの板を造形した場合、PLAでは5.02mm前後、ABSでは冷却条件によって4.95mm~5.05mmの範囲に収まることが多いです。また、大型部品では中心部がわずかに沈み±0.3~0.5mmの誤差が生じることがあります。こうした具体例を把握することで、3Dプリント品が自分の用途に適するか判断しやすくなります。

2. 精度が出ない原因は何か
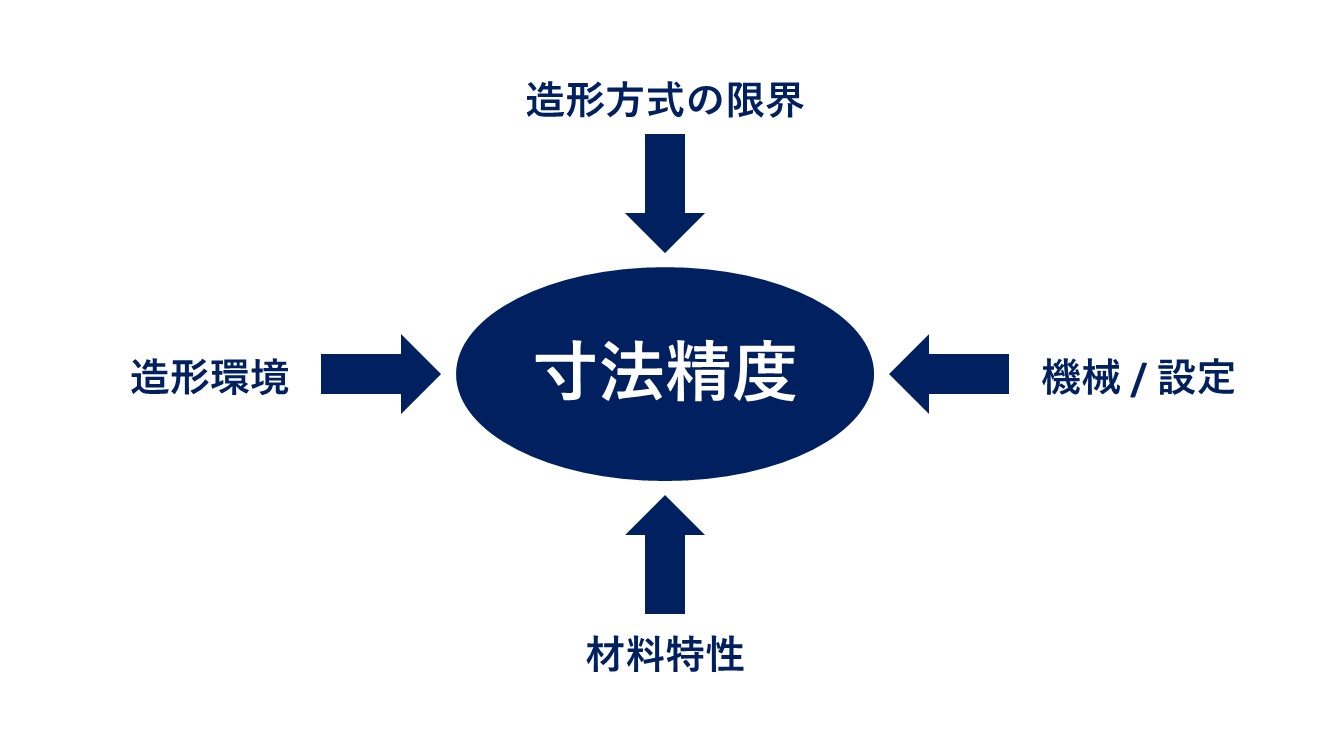
3Dプリンターで精度が安定しない理由は、単一の要因ではなく「造形方式の特性」「機械と設定」「材料」「環境」の4つが重層的に影響している点にあります。まず、FDM/FFF・SLA/DLP・SLSなど方式ごとの構造差が基礎的な精度限界を決めます。さらに、Zオフセットや押出量など機体設定のズレが局所的な寸法誤差を生み、材料固有の収縮や吸湿が形状の狂いを引き起こします。加えて、室温や冷却の当たり方など環境条件も誤差に直結します。本章では、これらの原因を体系的に整理し、次章以降の具体的な改善策を理解するための前提知識としてまとめます。
2-1. 造形方式による精度限界(FDM・FFF/SLA・DLP/SLSの違い)
3Dプリンターの精度は、各方式が採用している造形メカニズムによって決まります。FDM/FFF方式は溶かした樹脂を積み上げる仕組みのため、冷却過程での収縮や押し出し量の微調整誤差が避けられません。SLA/DLP(光造形)方式は液体樹脂を光で硬化させるため微細な積層が可能ですが、硬化収縮や後硬化による寸法変化が発生します。SLS(粉末焼結)方式は粉末層を焼結する工程で熱が広範囲に伝わり、等方収縮や角の丸まりが構造的に発生します。このように、方式ごとに誤差が生まれやすい理由が根本的に異なり、これが調整の限界値を決定します。
2-2. 機械・設定による精度誤差(キャリブレーション要因)
精度を左右する最も直接的な要因が、機体のキャリブレーションと造形設定です。
- Zオフセットが適切でない場合、初層の厚みが変化し、全体の高さ精度が狂います。
- Flow(押出量)が過剰であれば外形が膨らみ、逆に不足すればエッジが潰れます。
- ベッドレベリングの乱れは局所的な寸法誤差を生み、外周速度や冷却量の設定も輪郭精度に大きく影響します。
こうした要因は一見小さな差でも、積層を重ねることで誤差が拡大し、最終的な寸法変化として現れます。適切な設定調整は精度改善の出発点となるため、その重要性を理解しておく必要があります。
2-3. 材料特性による寸法誤差(反り/収縮/吸湿)
材料そのものの特性が精度に与える影響は非常に大きく、特にFDM/FFF方式では反り・収縮・吸湿の3つが主要因です。ABSやPCのような高温材料は冷却時に大きく縮むため、穴径が小さく出たり外形が収縮しやすくなります。PETGやナイロンは吸湿しやすく、水分が押出ムラや表面荒れを引き起こし、それが外形寸法の乱れにつながります。一方、PLAは比較的安定していますが、耐熱性の低さから後工程で変形する場合があります。材料ごとの挙動を把握しておくことは、設定調整よりも本質的に精度を左右する重要な要素といえます。
2-4. 環境(温度/湿度/気流)による誤差
造形環境も精度に大きく関与します。室温が低い、あるいは造形中に温度変動があると、FDM/FFF方式では急冷による反りや収縮が起こり、特にABSやPCでは形状が大きく乱れます。冷却ファンの当たり方が強すぎる場合も、外周の収縮や歪みを引き起こす原因になります。一方、湿度が高いとPETGやナイロンなど吸湿性の高い材料が水分を吸い、押出ムラや表面ザラつきが発生します。これらは実際の寸法誤差として顕在化するため、環境は軽視できません。精度改善ではプリンター周囲の温度・湿度管理やエンクロージャーの使用が非常に効果的です。
【関連記事】
3Dプリンターで使える多様な素材の選び方
3. 精度を上げるための実践的な対策

3Dプリンターの精度を高めるには、単一の要素ではなく「機械設定」「スライサー」「材料」「環境」「設計」の五つを総合的に調整する必要があります。本章ではまず、精度に直接影響する基本対策を体系的に整理し、そのうえで具体的な現象(穴径が小さくなる、外形がズレる、反りが出る等)ごとに改善方法を示します。材料特性の違いによる精度差も整理し、最終的にどの材料を選ぶとどの程度の精度が期待できるのかまで踏み込んで解説します。
3-1. キャリブレーション(Zオフセット/Flow/水平調整)
精度改善の出発点となるのが、正確なキャリブレーションです。Zオフセットが適正でないと初層の密着や層厚が不均一になり、その後の外形寸法や高さ方向の精度が大きく崩れます。Flow(押出量)は穴径・外形寸法・面品質に深く関わり、1〜3%の過不足でも0.1mm以上の誤差が生じる場合があります。ビルドプレートの水平調整も重要で、片側が高いと初層の圧縮量が変わり、外形が膨らんだり反りが発生したりします。キャリブレーションは一度行えば終わりではなく、材料変更・ノズル交換・大型造形前には再チェックすることで精度の安定性が大きく向上します。
3-2. プリント設定の最適化(外周速度/レイヤー高さ/冷却)
スライサー設定は精度に最も即効性があります。外周速度が速すぎると押出が過剰になり膨らみが生じ、逆に遅すぎると熱がこもって輪郭がだれることがあります。一般的には20〜35mm/s程度が外形精度を出しやすい設定です。レイヤー高さは積層精度に直接影響し、0.1mm以下で造形すると寸法の再現性が向上します。冷却はPLAでは強め、ABSやPCでは弱めなど、材料ごとに適正範囲が異なります。また外周優先モードを有効にするとインフィルの圧力に外形が押されにくくなり、穴径や外形寸法の安定性が高まります。
3-3. 材料管理(乾燥/保管/材料選び)
材料の状態は精度に直結します。特にナイロンやPETGは吸湿により押出が不安定になり、外形のばらつきや面荒れが増加します。造形前に乾燥機で数時間処理するだけで、寸法精度は大幅に改善します。材料選びも重要で、PLAは扱いやすいものの高温環境で変形しやすく、ABSは収縮が大きい一方で強度や耐熱性が必要な用途に向きます。PCやカーボン充填材料は高精度が期待できる反面、造形条件に対する要求が厳しくなります。湿度管理・乾燥サイクル・未使用フィラメントの密閉保管など、材料の状態を一定に保つことで安定した精度が得られます。
3-4. 造形環境の最適化(温度/湿度/振動/ドラフト)
室温の変化や気流(ドラフト)は精度に大きな影響を与えます。特にABS・PC・ナイロンは冷却のタイミングがズレると反りや収縮が顕著に現れるため、エンクロージャーの使用や室温の維持が重要です。冬場の低温環境では外形が縮み、反りが増える傾向があるため要注意です。また、プリンター周辺の振動はZ方向の揺らぎや層ずれを引き起こすことがあるため、安定した台や防振マットの活用が効果的です。湿度が高い環境は材料の吸湿を早め、特にナイロンやPETGで寸法ばらつきが増える原因になります。安定した環境管理は高精度の基本です。
SLA/DLP(光造形)方式では室温が15℃を下回るとレジン粘度が上がり、露光量が変化しやすく、細部が太る・寸法が伸びるなどの誤差が発生します。冬期は造形スペースを20〜25℃程度に維持することでレジンの流動性と反応性が安定し、精度が向上します。
3-5. 設計段階での補正(クリアランス・逃げ寸法・外形補正)
設計段階で精度特性を織り込むことで、造形誤差を前提にした「狙い通りの寸法」を実現できます。穴径は実測で0.1〜0.3mm小さく出ることが多く、嵌合部では適正クリアランス(0.2〜0.4mm)が必要です。外形が膨らむ傾向のある材料では、外形−補正を行うことで仕上がりを理想値に近づけられます。逆にABSやPCなど収縮しやすい材料では外形+補正が有効です。薄肉・長尺部品は温度差の影響を受けやすいため、逃げ形状を設けることで変形を抑制できます。造形限界を理解したうえで設計段階から補正を行うことが、高精度造形の大きな近道です。
3-6. 穴径が小さくなる場合の改善
穴径が設計値より小さくなる原因は、Flow過多・外周速度・材料収縮・小径穴に対するスライサーの補正不足など多岐にわたります。特にABS・PCは収縮の影響を受けやすく、PLAやPETGでも外周が内側に寄る形で誤差が生じることがあります。改善策としては「Flowを1〜3%下げる」「外周速度を20〜35mm/sに設定する」「外周優先モードを有効にする」などが有効です。また、設計段階で穴径を0.1~0.3mm大きくしておくことで、高精度が求められる嵌合部品にも対応できます。必要に応じて、仕上げドリルで軽く整えることも効果的です。
3-7. 外形が大きく/小さくなる場合の改善
外形が大きくなる(膨らむ)場合の主因はFlow過多と外周ラインの盛り上がりで、PLA・PETG・TPUで特に発生しやすくなります。外周速度を適切に下げ、Flow調整や輪郭優先モードを使うことで改善できます。一方、外形が小さくなる(収縮・引け)ケースはABS・PC・ナイロンに多く、材料固有の熱収縮が原因です。急冷や冬場の低温環境でも収縮が強まり、全体が一様に小さく仕上がります。対策としてはエンクロージャーで温度を安定させ、冷却ファンを弱め、外形+0.1~0.5mmの補正を行うことが有効です。膨張と収縮は原因が真逆の現象であるため、材料特性を踏まえた調整が不可欠です。
3-8. 反り・収縮を抑える方法
反り・収縮は温度差による内部応力が主因で、ABS・PC・ナイロンなど収縮率の大きい材料で顕著に発生します。初層の密着不足や、エンクロージャーの不使用による急冷が反りを助長します。反りを抑えるためには、造形室を一定温度に保つ、高温ベッド(90~110℃)を使用する、冷却ファンを弱めるなどの対策が有効です。また充填率が高すぎると内部収縮が強まり、外周を引き込みやすくなるため20~40%程度が安定しやすい設定です。モデル形状の角部にフィレットを加える、ラフトを使用するなどの工夫も効果があります。
3-9. 高さ方向(Z軸)の寸法を安定させる方法
Z軸方向の寸法誤差は、Z軸リードスクリューの汚れやバックラッシュ(機構上の遊び)・冷却ムラ・押出ムラが原因で発生します。とくに背の高いモデルでは冷却の流れが偏ったり、振動が蓄積して層間に微小なズレが生じることがあります。改善するにはZ軸機構の定期的なクリーニング、リードスクリューへの適切な潤滑、ファン風量の調整などが必要です。またレイヤー高さを低く設定する、上面層数を増やすなど積層条件を最適化することでZ方向の再現性が高まります。造形中にプリンター周囲の振動を避けることも高さ精度向上に効果的です。
3-10. 面が荒れる/エッジが潰れる場合の改善
面荒れはFlow過多・外周速度の不均一・冷却の過不足・ノズル汚れなど多様な要因で起こります。PLAは冷却不足でエッジがだれやすく、PETGは糸引きで表面が粗くなり、ABSやPCは温度不足でザラつくことが多いです。改善策としてはFlowを適正化し、外周速度を20〜35mm/sに抑え、材料特性に応じた冷却設定に調整します。ノズルの汚れは積層ムラや吐出不良の原因になるため、交換やクリーニングが有効です。エッジが潰れる場合は温度が高すぎるか、速度が遅すぎることで形状が保持できていない可能性があり、材料ごとの適正温度に見直すことで改善が期待できます。
3-11. 材料別精度チェックリスト(PLA〜CF系)
材料ごとの精度傾向と注意点を一覧化した早見表です。特性に応じた設定や対策を確認できます。
| 材料 | 発生しやすい現象 | 主原因(材料特性) | 対策の方向性 | 補足 |
|---|---|---|---|---|
| PLA | エッジのだれ、外形盛り、面荒れ(冷却不足) | 低温で軟化しやすい/粘度が低く盛りやすい | 外周低速、Flow微調整、強冷却、温度ムラ回避 | 反りは少ないが穴径は小さめに出る |
| ABS | 強い反り/収縮・穴径縮み | 高収縮・急冷に弱い | エンクロージャー、室温安定、外形+補正 | 冬季トラブル最多 |
| ASA | 反り/縮み/温度不足での荒れ | ABS類似、熱安定性良 | ノズル高め、冷却抑制、外形補正 | 屋外向き |
| PETG | 外形膨張、糸引き、ブリッジ不調 | 粘度高・押出過多傾向 | Flow−、外周低速、やや強冷却 | 穴は小さく出やすい |
| PC | 非常に強い反り/収縮 | 高温依存・温度差に敏感 | 高温エンクロ、冷却極弱、初層強化 | ガラス不可、PEIシート または ポリイミド(カプトン)テープ必須 |
| TPU | 外形膨張、寸法安定が低い | 柔軟で押出圧が安定しない | 低速化、Flow安定、リトラクト弱め | 穴は潰れやすい |
| ナイロン(PA) | 大きな収縮・反り、穴径・外形が縮む、吸湿による寸法不安定 | 吸湿性極高・収縮率大・軟質特性 | 造形前乾燥、エンクロ、冷却抑制、外形+補正 | 寸法安定最難材。湿気で寸法が日単位で変動 |
| カーボン充填 (PA-CF,PETG-CF,PC-CF) | Flow変動による外形誤差、面の荒れ、ベッド密着不良 | 収縮は低いが粘度高・ノズル摩耗でFlowが狂う | 硬化スチールノズル、Flow調整、外周低速、強密着 | 精度は高いが“摩耗→誤差”が起きやすい |
3-12. 総合チェックリスト(症状別の原因と対策)
発生した症状から原因と対策を逆引きできる総合チェック表です。精度不良の早期特定に役立ちます。
| 症状(現象) | 主な原因 カテゴリ | 主な原因(要点) | 即効性の高い対策 | 補足 |
|---|---|---|---|---|
| 穴径が小さくなる | 設定/材料 | Flow過多、外周速度、材料収縮、小径穴補正不足 | Flow −1〜3%、外周20〜35mm/s、外周優先、穴+0.1〜0.3mm補正 | ABS・PC・ナイロンで収縮影響大 |
| 外形が大きくなる(膨らむ) | 設定 | Flow過多、外周盛り上がり、インフィル圧 | Flow低減、外周低速化、輪郭優先、外形−補正 | PLA・PETGで発生しやすい |
| 外形が小さくなる(収縮・引け) | 材料/環境 | 材料収縮、急冷、冬期低温、ドラフト | エンクロージャー、冷却弱め、外形+0.1〜0.5mm補正、室温20℃以上 | ABS・PC・ナイロンで顕著 |
| 反り・収縮が発生する | 材料/環境/設定 | 温度差、急冷、初層密着不足、高充填率 | 高温ベッド、冷却弱め、充填率20〜40%、エンクロージャー | 角部フィレット・ラフトも有効 |
| 高さ方向(Z)が狂う | 機械/冷却 | Z軸バックラッシュ、スクリュー汚れ、冷却ムラ、振動 | Z軸清掃・潤滑、冷却調整、レイヤー高さ適正化、防振台 | 背の高い造形で発生しやすい |
| 面が荒れる/エッジが潰れる | 設定/材料/ノズル | Flow過多、冷却不足、温度不適切、ノズル汚れ | Flow調整、冷却見直し、速度低減、ノズル清掃/交換 | PLAは冷却不足、PETGは糸引き |
| 寸法が安定しない(全体) | 材料/環境/乾燥不足 | 吸湿による押出不安定、温度ムラ、湿度過多 | 材料乾燥、室温管理、湿度管理、乾燥ボックス保管 | ナイロン・PETGで特に顕著 |
| 嵌合が固い/緩い | 設計/設定/材料 | 穴誤差、外形誤差、材料収縮 | 設計でクリアランス0.2〜0.4mm確保、外形補正、Flow調整 | 材料ごとに適正値が異なる |
| レジン造形の寸法誤差(光造形) | 環境/材料 | 冬期低温でレジン粘度上昇、露光量変動 | 室温20〜25℃維持、レジン予熱、露光調整 | 15℃以下で誤差増大 |

4. 方式別に見る精度の特徴
3Dプリンターは造形方式によって得意な形状も精度の限界も大きく異なります。本章では、代表的な四つの方式(FDM・FFF/SLA・DLP/SLS/金属AM)について、寸法精度の傾向・発生しやすい誤差・高精度を実現するための前提条件を整理します。特に、精密な嵌合部品や薄肉形状などの方式間で仕上がりが大きく異なるケースでは、精度特性の理解が製造成功率を左右します。
4-1. FDM/FFF(熱溶解積層)の精度特性と限界
FDM/FFF方式は最も普及している造形方式で、一般的な精度は±0.1~0.3mm程度が目安です。外周の押出ラインが積層される構造上、外形は膨らみやすく、穴径は小さく出る傾向があり、材料収縮による反り・引けも発生しやすくなります。特にABS・PCは収縮が大きく、形状精度維持にはエンクロージャーや温度安定化が不可欠です。一方、直線や大きめの外形は比較的安定し、治具・試作・機能部品に多く使われます。寸法が厳密に求められる場合は、設計段階の補正や造形後の仕上げ加工が前提となります。方式の特性を理解し、材料・環境・設定を最適化することが精度向上の鍵となります。
4-2. SLA/DLP(光造形)の精度特性と限界
SLA/DLP方式は非常に高い精度を得られる方式で、±0.05~0.15mmの再現性が期待できます。光硬化樹脂による造形は細密形状に強く、ネジ・溝・薄壁などはFDM/FFF方式よりもはるかに正確です。ただしレジンの粘度や温度依存性が高いため、冬季には室温低下で粘度が上がり、露光量が変化して寸法がばらつくことがあります。またポストキュア(UV硬化)工程により、微小な収縮が追加で発生し、外形がわずかに小さくなるケースがあります。透明レジンや高強度レジンは特性差が大きく、材料選択が精度に影響します。複雑形状や高精度モデルに適しますが、寸法最終値を確定する場合は後加工を考慮した設計が必要です。
4-3. SLS(粉末焼結)の精度特性と限界
SLS方式はナイロン粉末をレーザーで焼結して造形する方式で、サポートが不要な点が大きな利点です。寸法精度は一般に±0.2~0.3mm程度で、複雑な内部構造や多数の部品を一括造形する用途に向いています。ただし粉末層が分厚いため微細形状の再現性はSLAに劣り、シャープなエッジは丸く出る傾向があります。材料特性として吸湿性が高く、保管状態によって寸法が変化する場合もあります。造形中の熱履歴が長いため反りは少ないものの、外形方向にわずかな収縮が生じることがあります。強度・量産性に優れていますが、高精度嵌合部品には事前の補正設計が有効です。
4-4. 金属AM(LB-PBF/DED等)の精度特性と限界
金属AMは金属粉末をレーザーまたは電子ビームで溶融・凝固させる方式で、精度は±0.05~0.2mm程度が一般的です。特にレーザーパウダーベッド方式(LB-PBF)は高精度ですが、熱歪みや残留応力が発生しやすく、造形方向によって変形量が変わります。そのためサポート設計や治具固定、応力軽減アニールが不可欠です。また、造形表面は粗さが残るため最終寸法は機械加工で仕上げる前提となる場合が多く、設計段階で仕上げ代を確保する必要があります。
一方、DED(Directed Energy Deposition)方式はワイヤーや粉末をノズルから供給しながら溶融する方式で、肉盛りや大型部品の補修に適していますが、精度は LB-PBF より粗く(±0.3~1.0mm 程度)、形状の自由度より後加工を前提とした肉盛り量の管理が重要となります。
高強度・高耐熱の金属部品を自由形状で造形できる一方、各方式特有の熱変形と後処理前提条件を理解した設計が精度保証の鍵となります。
5. 精度とコストのバランス
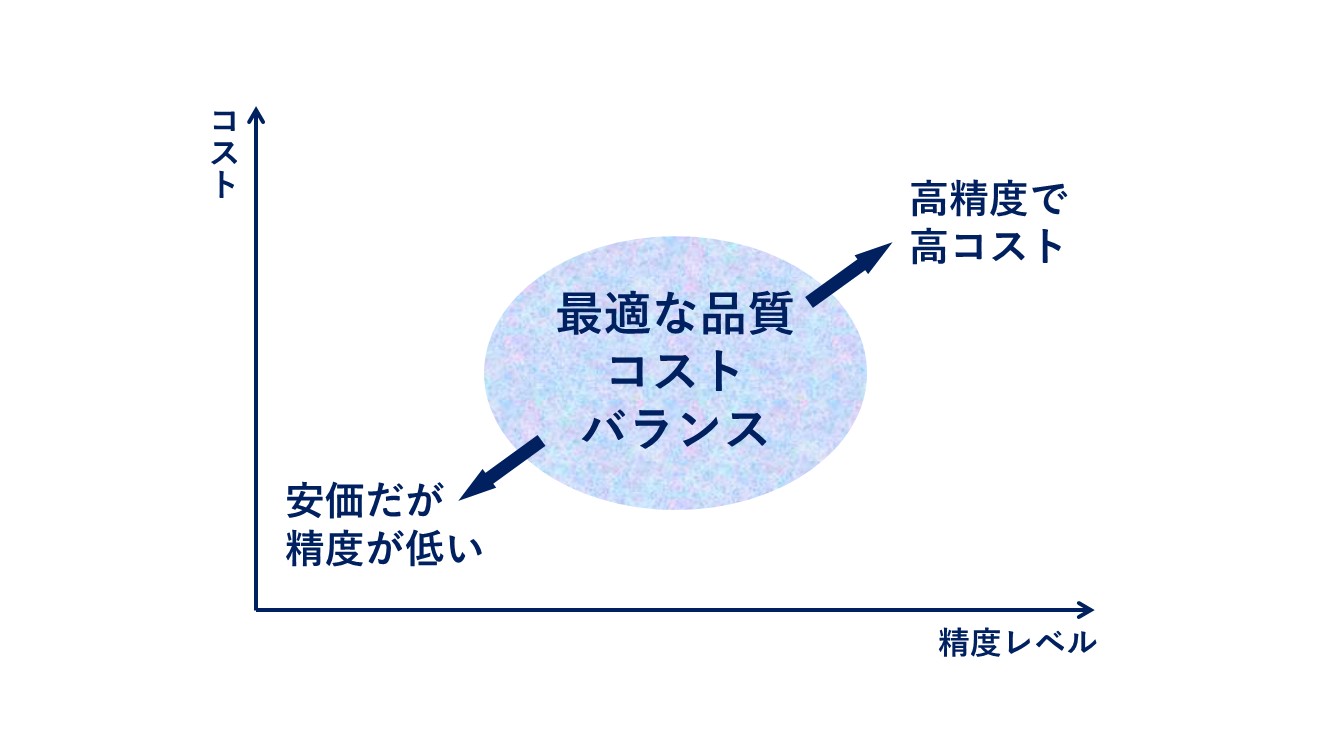
3Dプリントでは「精度を上げる=コストが上がる」関係が常に存在します。しかし、必要以上に高精度を追求すると費用・時間・歩留まりが悪化し、逆に過度な簡略化は機能不全を招くことがあります。本章では、精度とコストの関係を整理し、どのレベルまで精度を追求すべきかという適正ラインの考え方をまとめます。
5-1. 高精度化が製造コストに与える影響
3Dプリントで精度を高めるためには、低速造形・細かいレイヤー・外周優先モード・材料乾燥・環境管理などの追加工程が必要になります。これらは造形時間の増加・失敗率の上昇・材料消費量の増加につながるため、総コストは一般に上昇します。また高精度を求めるほど、キャリブレーションや再造形の頻度も高まり、人的工数も増加します。特にSLA/金属AMでは後処理(ポストキュア、表面仕上げ、機械加工)の工程が増えるため、精度要求とのバランスを検討することが重要です。用途に対して過剰品質となっていないかを見極めることがコスト最適化の鍵となります。
5-2. コストを抑えつつ精度を維持する方法
コストを抑えながら精度を確保するには、造形条件の要・不要を整理することが効果的です。外周のみ低速化して内側は高速で造形する・レイヤー高さは0.2mm程度にとどめる・重要寸法周辺だけ補正設計を行うなど、局所的に調整する方法があります。また、材料選定もコスト最適化に寄与します。例えばPLA・PETGは比較的安価で寸法再現性が高く、ABS・ナイロンは環境管理コストが上がる場合があります。造形方式を変えて精度要件に適した方式を選ぶことも手段の一つです。重要なのは必要な箇所だけ精度を出し、全体では無理に上げないという判断基準です。
5-3. 量産と試作で求められる精度の違い
試作段階では、形状確認・機能検証が目的であり、±0.2~0.5mm程度の精度でも十分な場合があります。一方、量産治具や最終製品に近い部品では、精度要求は±0.05~0.2mmと厳しくなり、方式選定や後加工の組み合わせが前提になります。量産段階では再現性(寸法の揃いやすさ)が重要になるため、材料管理や環境安定が欠かせません。また、試作では小径穴や嵌合部を後加工で対応する選択肢がありますが、量産では毎回の後加工コストが問題になることもあります。用途に応じてどの工程で精度を担保するかを定義することが不可欠です。
5-4. 実務での経済的に最適な精度の考え方
経済的に最適な精度とは、「用途に対して必要十分であり、過剰品質になっていない精度レベル」を指します。たとえば嵌合部品であっても、干渉を避けるために±0.1mm が必要なのか、±0.3mmで十分なのかは用途で異なります。コストを抑えるには、まず要求精度を数値化し、どの寸法が重要で、どこに逃げが許されるかを定義することが重要です。必要寸法のみ設計補正を行い、その他の領域は標準造形条件に任せることで、コストと精度のバランスを最適化できます。高精度=高品質とは限らず、「要求を満たす最小コスト」を実現する思考が重要です。
6. 精度向上のポイントまとめ
3Dプリンターの精度は、単一の設定ではなく「方式」「材料」「環境」「設計」「後処理」の複数要因の組み合わせで決まります。本記事では、方式ごとの精度の限界を理解したうえで、キャリブレーション・材料管理・プリント設定・環境最適化・設計補正という五つの視点から実践的な改善方法を整理しました。また、穴径・外形・反り・面品質など個別の症状ごとの改善策や、材料別の特性、精度とコストのバランスの考え方も提示しました。重要なのは自分が達成したい精度レベルと用途に応じて、必要な要素だけに集中することです。方式の選択と事前の設計補正を適切に行えば、3Dプリントは試作から機能部品まで高い寸法再現性を実現できます。精度の理解と最適化は、3Dプリントを“思い通りに扱える技術”へと変える重要なステップです。

高精度な試作・治具・機能部品の造形をご検討中の方は、当社の3Dプリントサービスもご活用いただけます。樹脂/金属造形・大型造形・高強度樹脂材料まで幅広く対応しており、用途に合わせた最適な方式や材料の選定もサポートしています。寸法精度や表面品質の要件なども事前にお伝えいただければ、造形条件や設計補正の提案を含めて最適な製造方法をご案内いたします。[お問い合わせページ]よりお気軽にご相談ください。