![サムネイル[c033]_3Dプリンターはどれくらい精度が出る?精度が出ない原因と改善方法を徹底解説](https://www.kuwabara-3d.com/wp/wp-content/uploads/2026/02/177eb07e231fd1877de08fdf937d7ef9.jpg)
2026.2.19
【3Dプリンター】指向性エネルギー堆積(DED)方式とは?金属を“溶かしながら積層する”技術の基礎知識
金属3Dプリンターの中でも既存部品の補修や肉盛り、大型金属部品の造形に強みを持つ方式として注目されているのが 指向性エネルギー堆積(DED:Directed Energy Deposition)方式です。レーザー・アーク・プラズマなどの高エネルギー熱源を材料に照射し、金属粉末やワイヤ材をその場で溶かして積み上げるというPBFとは異なるプロセスを採用しています。
この特性により、摩耗した金型の補修や高価部品のリビルド、大型構造材の一体成形など従来工法が苦手とする領域で大きな効果を発揮します。本記事では、DED方式の基本原理から主要工法(LENS/MPA/WAAM)の違いや導入判断のポイントまでを解説します。
![サムネイル[c029]_【3Dプリンター】粉末床溶融結合方式(PBF)とは?樹脂から金属まで造形できる3Dプリンターの仕組みと主要方式を徹底解説](https://www.kuwabara-3d.com/wp/wp-content/uploads/2025/11/0ad5f4757e58e5ae699b4e0c0987d8cc.jpg)
【関連記事】
PBFやその他の造形方式について詳しく知りたい方はこちらをご覧ください。
目次
1. 指向性エネルギー堆積(DED)方式とは
指向性エネルギー堆積(DED)方式とは空間的に制御された指向性エネルギーを一点に集中させ、その作用点に金属材料を供給することで溶融または表面活性化を伴う堆積を連続的に行う金属積層造形技術です。
粉末を敷き詰めて層ごとに溶融するPBF方式とは異なり、材料を連続的に供給しその場で溶融・堆積させるプロセスを採用している点が特徴です。
この特性により、摩耗した金型や航空機部品への直接肉盛り補修や、装置の可動範囲を活かした大型・長尺部品の造形に対応できます。また、粉末・ワイヤ材の交換によって材料変更が容易で、材料選択の自由度が高い点もメリットです。
造形品質はメルトプール(溶融池)やビード形状の制御に左右され、溶接や金属加工の知見を活かしやすい一方、ビード幅が大きく表面粗さが出やすいため、高精度造形には不向きで仕上げ加工を前提とした運用が求められます。
2. DED方式の代表的な工法と特徴比較
高エネルギー熱源を用いて材料を溶融・堆積するこの造形アプローチは、熱源の種類や材料供給方法の違いによって複数の工法に分かれます。なかでも、精密補修や高精度な肉盛りに適したLENS(Laser Engineered Net Shape)方式、低熱影響下で摩耗部の再生や寸法復元を行えるMPA(Metal Powder Application)方式、大型構造材を効率的に造形できるWAAM(Wire Arc Additive Manufacturing)方式は、DEDを代表する三つの工法です。同じ“金属を積層して形状を構築する” アプローチでありながら、溶融の有無、ビード特性、熱影響(HAZ)、材料適応性、仕上げ精度などが大きく異なります。そのため、部品サイズ・要求精度・強度要件・加工後の寸法安定性・コストといった条件に応じて、最適な方式を選択することが導入効果を最大化する鍵となります。
2-1. 精密補修・肉盛りに向いている LENS方式(金属粉末ブロー式)
LENS(Laser Engineered Net Shape)はレーザー光で局所的に金属を溶かし、ノズルから噴射した粉末を融合させて積層する方式です。高精度補修・肉盛りに適しており、金型補修のスタンダードとなっています。
2-1-1. 使用できる材料と、選ばれる用途・分野
LENS方式は、PBF方式のような粉末床や密閉チャンバーを必要とせず、既存金属部品への直接堆積や大型構造物への適用が可能なDED工法です。
必要な箇所にのみ材料を供給・溶融できるため、補修・肉盛り・形状追加といった用途において、工程自由度の高さと設備制約の少なさが大きなメリットとなります。
使用できる材料も幅広く、ステンレス鋼(316Lなど)や工具鋼(H13)、チタン合金(Ti-6Al-4V)、ニッケル基合金(Inconel 625・718)、コバルトクロムなどに対応します。
一部の銅合金にも適用可能ですが、レーザー反射率の影響を受けやすいため、造形条件の最適化が必要となる場合があります。レーザーのビーム径が細く、熱影響部を最小限に抑えられることから、金型の部分補修や摩耗部の高精度な肉盛り、航空機部品の局所補修、医療機器の小規模な形状追加などで広く採用されています。
2-1-2. 設計・運用上の課題点
LENS方式は精密な補修や肉盛りに適した工法である一方で、粉末供給とレーザー溶融を用いるプロセス特有の注意点も存在します。材料ロスや熱入力の管理、造形後の仕上げ工程を含めた運用設計が、品質とコストの両面に大きく影響します。
- 反射率の高い材料ではレーザー条件の最適化が難しく、溶融状態の安定化に調整が必要となる
- 母材との溶け込み深さが品質を大きく左右し、制御が不十分な場合は強度不足や割れを引き起こす可能性がある
- ニアネットシェイプ造形により粗加工工程を省略できる一方、表面粗さの改善や公差確保のため、仕上げ加工を組み込んだ工程設計が求められる。
- 温度管理を誤ると割れや変形が生じやすく、熱入力や冷却条件の適切な管理が重要となる
LENS方式は、精密な補修が可能である一方、後工程での仕上げを前提として活用する工法として位置付けられます。
2-2. 材料自由度の高い再生加工に向いている MPA方式
MPA(Metal Powder Application)方式は、金属粉末を高速で母材表面に衝突させ、粒子の塑性変形によって付着させる非溶融型のDEDプロセスです。レーザーやアークによる溶融を主目的とせず、固体状態の粉末を堆積させるため、母材への熱入力が極めて小さい点が大きな特徴です。
この特性により、熱歪みや金属組織の変化を最小限に抑えながら肉盛りや補修が可能であり、寸法精度が重要な部品や、熱処理済み部材への再生加工に適しています。一方で、非溶融プロセスであるがゆえに、立体的な新規形状を自由に構築する用途には制約があり、厚肉造形や複雑形状の形成には向きません。
DED方式の中でも、MPAは高い堆積速度を活かした補修・寸法復元に最適化された工法であり、LENSやWAAMのような溶融系DED方式とは異なり、「造形」よりも「再生・メンテナンス」を主目的とした技術として位置付けられます。
2-2-1. 非溶融DEDとしての材料適応性と、主な採用用途
MPA方式は溶融を伴わない非溶融プロセスであるため、溶融時に起因する酸化や凝固割れ、熱影響による組織変化を抑えやすく、母材や堆積材の材料特性への影響を最小限に留められる点が大きな特徴です。この特性により、融点や熱特性の違いによる制約を受けにくく、材料条件に応じた柔軟な適用が可能なプロセスとされています。
実際の運用においては、非溶融堆積という特性を活かし、摩耗した軸・ロール・ガイド部の肉盛り再生、金型や治工具の寸法補正、耐摩耗層・耐食層の形成、高価部品のリビルドなど、部品機能の回復や延命を目的とした用途で採用が進んでいます。
特に、熱影響を極力避けたい保全部門やメンテナンス用途において、既存部材の組織や特性を維持したまま再生加工を行える点が評価されており、新規形状の造形よりも補修・寸法復元に適したDEDプロセスとして位置付けられています。
なお、MPA方式において対応可能な材料の詳細については、メーカーや提供事業者が一般公開した体系的な材料一覧や保証仕様が示されていない場合が多く、実際の適用可否や最適条件は個別の材料特性や用途に応じた検証が前提となります。
2-2-2. 技術特性から見た弱点・リスク
MPA方式は低熱影響という大きな利点を持つ工法ですが、非溶融プロセスを採用しているため、運用上はいくつかの制約も存在します。溶融を伴わないことで熱歪みや組織変化を抑えられる一方、接合強度や堆積形態、施工効率といった点では、溶融系のDED方式とは異なる考慮が必要となります。
- 母材との接合は粉末の塑性変形によるため、溶融系プロセスと比べて付着強度に限界がある
- 粉末衝突によって形成されるため、表面平滑性は高くなく、研削や切削などの仕上げ加工が前提となる
- 投影方向が限定され、複雑形状の内側や奥まった部位への適用は難しい
- 厚膜形成には時間を要し、複数mm以上の肉盛りではLENS方式やWAAM方式の方が効率的な場合がある
こうした特性から、MPA方式は高精度造形や大型造形を目的とする技術ではなく、摩耗補修・寸法復元・表面機能付与に最適化されたDED技術として活用されます。
2-3. 大型金属造形に向いている WAAM方式
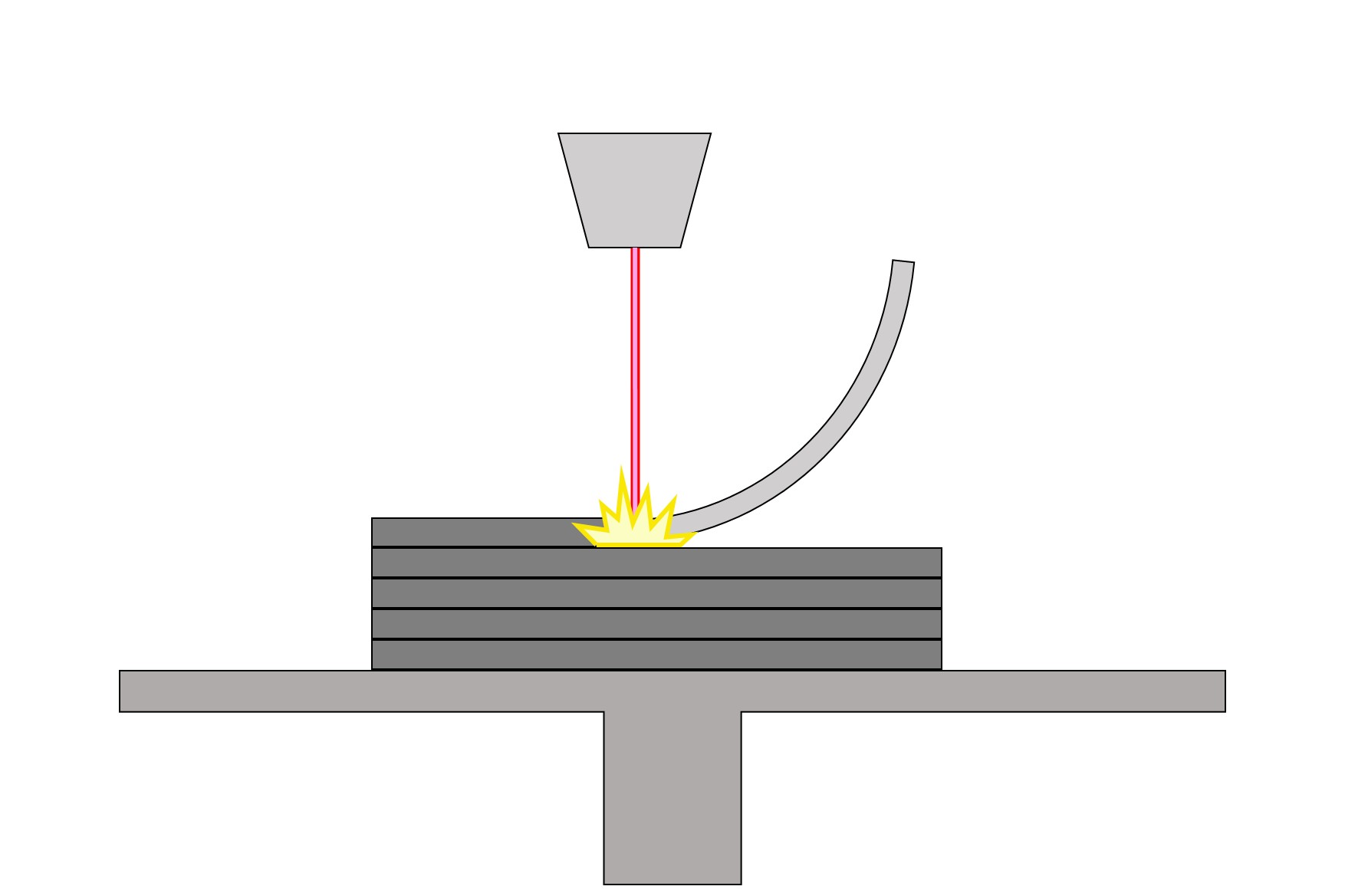
WAAM(Wire and Arc Additive Manufacturing)はアーク溶接技術をベースとした溶接系アディティブ・マニュファクチャリング(Welding-based AM)の一種で、金属ワイヤ材を溶かしながら積層していく方式です。
既存の溶接プロセス(GMAW、GTAW、CMT など)を応用して造形を行うため、DED方式の中でも特に大型金属造形に適した工法として知られています。ワイヤ材を連続的に供給しながら溶融・積層するプロセスを採用しており、数メートル規模の構造材でも比較的短期間で成形できることから、船舶、建設機械、インフラ関連など大物部品を扱う産業分野で採用が急速に広がっています。
2-3-1. 対応ワイヤ材と、大型造形での主な活用領域
WAAM方式が対応できるワイヤ材は非常に幅広く、軟鋼やステンレス鋼をはじめ、5xxx・6xxx系のアルミ合金、チタン合金、ニッケル基合金など、多くの溶接用ワイヤ材に対応します。この材料適応範囲の広さは、産業用途での活用を後押しする大きな要因となっています。
活用領域としては、船舶・造船分野におけるプロペラや補強部材、建設機械の大型フレームやブラケット、航空機の一部構造材、大型治具や金型ベース、さらにパイプ構造物や曲面フレームなど、大型で複雑形状が求められる部品が中心です。
また、ワイヤ材供給方式のため材料ロスがほぼゼロに近く、材料費を大幅に抑えられる点もWAAMの大きな魅力となっています。
2-3-2. 品質面でのデメリット・制約
WAAM方式は大型金属造形に優れた工法である一方、アーク溶接を用いるプロセス特有の品質面での制約も存在します。高い造形効率を実現できる反面、表面性状や熱影響、造形精度については、用途に応じた十分な考慮が必要となります。
- アーク溶接を利用する特性上、表面粗さが大きくなりやすく、切削などの仕上げ加工が前提となる
熱入力が大きいため熱歪みが発生しやすく、溶接条件や冷却管理など精密な熱マネジメントが不可欠となる - 積層ビード幅が大きく、中・高精度な造形には向かない
- 溶接特有の欠陥であるポロシティや割れが発生するリスクを考慮する必要がある
こうした特性から、WAAM方式は高精度造形を目的とする技術ではなく、大型のラフ形状を効率的に造形し、後工程の機械加工によって最終精度を確保する用途に最適化されたDED工法と位置付けられます。
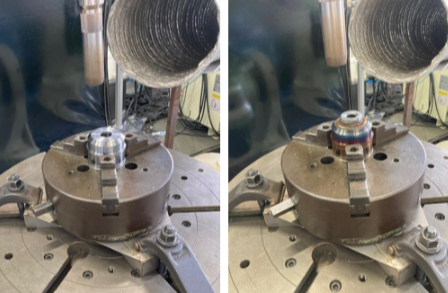
当社が取り組んでいるDED(WAAM)方式による金属3Dプリント補修プロジェクトについて、各メディアでも紹介されています。詳しくはこちらよりご覧ください。
3. DED方式を導入するときに押さえるべきポイント

金属を堆積させながら形状を構築するこの方式を効果的に導入するには、造形プロセスそのものの比較だけでなく、工程設計や材料管理、熱マネジメント、後加工といった周辺要素まで含めた総合的な検討が欠かせません。
DED方式の中でも溶融プロセスを用いる工法は溶接に近い特性を持つため、粉末床溶融(PBF)とは異なる品質管理のポイントも多く、装置スペックだけでは判断できない運用側の要件が導入の成否を左右します。
一方で、MPA(Metal Powder Application)のような非溶融DEDプロセスでは、溶融系とは異なる管理観点が求められます。
熱影響を最小限に抑えられる反面、粉末粒径や噴射条件、投影方向、母材表面状態といった施工条件が堆積品質を大きく左右するため、用途適合性と工程再現性を重視した導入判断が重要となります。
以下では、導入前に押さえておきたい重要ポイントを解説します。
● 精度・後加工
DED方式では多くの工法において造形後の後加工を前提とした運用となるため、切削加工や測定工程を含めたプロセス設計が欠かせません。
最終精度に応じて、積層工程と機械加工工程の役割分担を最適化することが重要です。
● 材料・母材管理
補修用途では、溶融系DEDを中心に 母材との溶け込み深さや残留応力、割れ防止の予熱・後熱、積層後の組織変化など、材料と母材の挙動管理が品質の核心となります。
一方、非溶融DEDでは溶け込み管理は不要であるものの、母材表面状態や付着条件の適正化が堆積品質に大きく影響します。
● 熱管理
溶融系DEDでは 工程中の熱影響が大きいため、層間温度、冷却条件、シールドガスなどの熱収支のコントロールが造形品質を左右します。特に大型造形では、熱歪み対策と温度管理が安定性のカギを握ります。
非溶融DEDでは熱影響は小さいものの、施工条件の安定性が品質確保の要点となります。
● 工程連携
DED方式は単体で完結するものではなく、CAMによるパス設計、施工制御、切削加工、3D測定といった周辺工程との連携によって安定した品質が確保されます。
溶融・非溶融を問わず、工程全体を見据えた統合設計が欠かせません。
■ DED方式選定の簡易チェック
| 区分 | 内容 |
|---|---|
| 適したケース | 摩耗部品の補修・リビルドを行いたい |
| 金型や軸・ロールの再生加工を行いたい | |
| 大型・長尺の構造材を造形したい | |
| 向かないケース | 高精度・微細形状を重視する用途(PBFが適正) |
| 後加工を最小限にしたい用途 |
DEDは「補修・再生・大型造形」に強みを持つ工法であり、溶融系・非溶融系それぞれの特性を理解したうえで用途を選定することで大きな導入効果が期待できます。
4. まとめ
DED(指向性エネルギー堆積)方式は、金属AMの中でも補修・再生加工や大型造形に強みを持つ実用的な技術です。既存部品への直接肉盛りやリビルド、大型構造材の効率的な成形など、PBF(粉末床溶融結合)方式では対応が難しい領域で大きな効果を発揮します。
一方で、DEDは単一の工法ではなく、溶融系(LENS/WAAM)と非溶融系(MPA)で特性や管理観点が大きく異なります。溶融系DEDは溶接に近い特性を持ち、熱影響や溶け込み、残留応力の管理が品質を左右します。一方、MPA方式は非溶融プロセスとして熱影響を抑えられる反面、粉末噴射条件や母材表面状態など施工条件の再現性が重要となります。
DED方式は高精度造形を目的とした万能技術ではなく、後加工を前提としたニアネットシェイプ造形として適材適所で活用すべき技術です。各工法の特性を正しく理解し、自社の用途や要求性能に合った方式を選定することで、コスト削減や納期短縮、部品寿命の延長といった高い導入効果が期待できます。

当社では、樹脂・金属の双方に対応した3Dプリントサービスを提供しており、試作から機能部品の少量製造まで柔軟に支援しています。造形方式の選定やデータ準備などについてもお気軽にご相談いただけます。お問い合わせはこちらからご連絡ください。