2026.3.18
板金加工とは?工程・材料・メリットをわかりやすく解説|依頼前に知っておきたい基礎知識
新製品の開発や既存部品の見直しにおいて、板金加工の依頼先探しや設計方法で悩まれている担当者の方は多いのではないでしょうか?「コストを抑えつつ品質を確保したい」「どの業者に頼めばスムーズに進むのか分からない」といった課題は、製造現場でよくある悩みです。
この記事では、板金加工の基礎知識から主な工程、材料の種類、依頼時の注意点、業者選びのポイントまでを分かりやすく解説します。
目次
1. 板金加工とはどのような加工方法か?
板金加工とは、金属の薄い板材を切断・穴あけ・曲げ・接合などの工程によって目的の形状に仕上げる加工技術の総称です。筐体やカバー、ブラケット、制御盤、ダクト部材など、比較的薄い金属板を使う製品で幅広く活用されています。
専用金型を前提とするプレス加工とは異なり、板金加工ではレーザー加工機やタレットパンチプレス、プレスブレーキなどの設備を用いて加工を行うのが一般的です。そのため、初期費用を抑えやすく、試作や多品種少量生産、設計変更を伴う案件に向いています。
ここでは、板金加工の基本的な定義と用途、プレス加工との違いについて整理します。
| 項目 | 板金加工の特徴 | プレス加工との違い |
|---|---|---|
| 主な加工対象 | 金属の薄板(数mm程度まで) | 金属の薄板から厚板まで |
| 生産ロット | 1個~数千個(少量~中量生産) | 数千個~数百万個(大量生産) |
| 初期費用(金型) | 安い(汎用金型を使用) | 高い(専用金型が必要) |
| 形状の自由度 | 高い(設計変更の対応が容易) | 低い(金型修正が必要) |
| 主な用途 | 筐体、カバー、試作品、ブラケット | 自動車ボディパネル、量産部品、大量生産品 |
1-1. 金属の薄い板を加工して立体形状をつくる技術
板金加工の基本は、平らな金属板に対して切断・穴あけ・曲げ・接合といった加工を順に加え、立体的な製品へ仕上げていくことです。
切削加工が金属の塊を削り出して形状を作る「引き算の加工」であるのに対し、板金加工は材料を変形させて形状を作る「変形の加工」と言えます。 そのため、材料の無駄が少なく、比較的軽量で強度のある製品を作ることが可能です。
また、板金加工では形状そのものだけでなく、どこで曲げるか、どの順番で加工するか、どこを溶接するかといった工程設計も重要です。こうした設計と加工の両方が品質に影響するため、図面段階から板金加工を意識した設計が求められます。
1-2. 自動車や家電、設備部品など幅広い分野で活用
私たちの身の回りには、板金加工で作られた製品が数多く存在します。
例えば、パソコンやサーバーの金属ケース、冷蔵庫や洗濯機の外装パネル、自動車のブラケットや内部の補強部品などが代表的です。また、工場の生産ラインで使われる制御盤のボックスや、建築現場で使われるダクトや配管カバーなども板金加工によって作られています。このように板金加工は、精密機器向けの比較的小さな部品から、産業設備や建築分野で使われる部材まで幅広く対応できる加工方法です。汎用性が高く、製造業を支える基盤技術のひとつといえます。
1-3. 設計から組立までの基本的な工程
板金加工は単一の作業で完結するものではなく、複数の工程を経て一つの製品が完成します。一般的には、図面や3Dデータをもとに展開図を作成し、板材の切断や抜き加工を行い、その後に曲げ、接合、表面処理へと進みます。
各工程はそれぞれ専門的な設備と技術が必要であり、どの工程でどのような加工を行うかを設計段階で考慮することが、品質とコストを最適化する鍵となります。発注側がこうした流れを把握しておくと、加工できない形状を避けやすくなり、業者との打ち合わせもスムーズになります。
次項では、板金加工の主要な工程について詳しく解説します。
2. 板金加工の主要な工程には何があるか?
板金加工の現場では、一枚の金属板が複数の加工工程を経て、最終的な製品の形へと仕上げられます。発注者として各工程の内容を理解しておくことは、加工業者とのコミュニケーションを円滑にし、加工不可能な形状を設計してしまうリスクを避けるために重要です。
ここでは、一般的な板金加工工場で行われている主要な5つのプロセスについて、具体的な作業内容と使用される設備を紹介します。
| 工程 | 主な作業内容 | 使用する代表的な設備 |
|---|---|---|
| 1. 設計・展開 | 3Dモデルから展開図(2D)を作成 | 3D CAD、CAM |
| 2. 抜き・切断 | 板材から必要な外形を切り出す | レーザー加工機、タレットパンチプレス |
| 3. 曲げ(成形) | 板材を折り曲げて立体形状にする | プレスブレーキ(ベンダー) |
| 4. 接合(溶接) | 複数の部品を溶接やリベットで接合 | TIG溶接機、半自動溶接機、スポット溶接機 |
| 5. 仕上げ・表面処理 | 外観や耐食性を向上させる | グラインダー、塗装設備、メッキ設備 |
工程1:CADデータから展開図を作成
最初の工程は、製品の図面データを基に、加工用のデータを作成する「展開」と呼ばれる作業です。設計者が作成した3次元の完成図(3D CADデータ)を、板金加工ができるように2次元の平面図(展開図)に変換します。
このとき、金属を曲げた際に発生する「伸び」を計算に入れて寸法を調整する必要があり、この「曲げ伸び」や「曲げ半径」を考慮した展開が正確でないと、完成品の寸法が合わなくなる可能性があります。また、材料の歩留まりを高めるために、定尺の板材からどのように部品を配置するか(ネスティング)を検討することも重要な作業です。
こうした工程は、加工コストや材料ロスにも影響するため、経験とノウハウが求められます。
工程2:板材を切断・抜き加工する
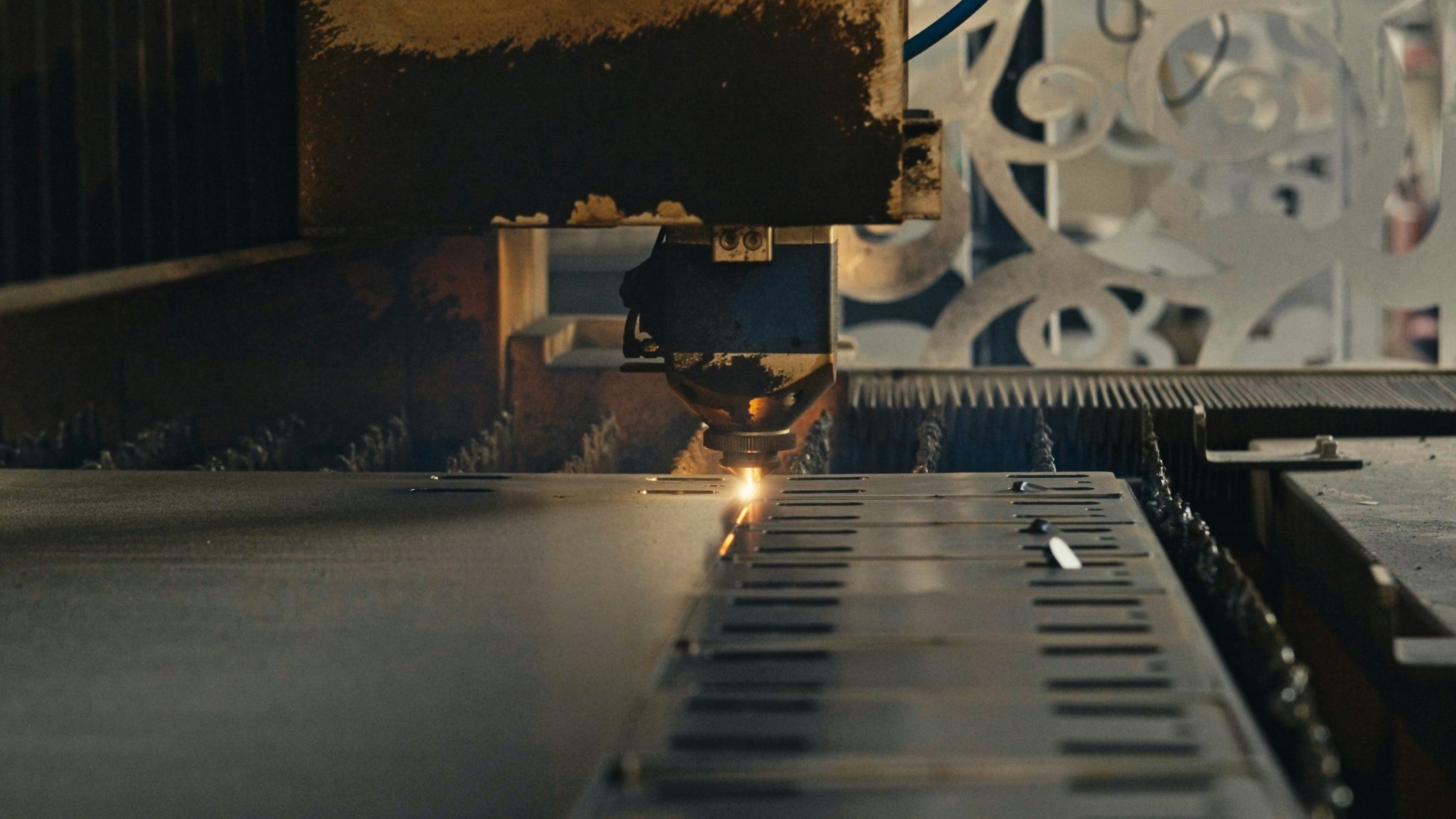
展開データを基に、定尺の金属板から製品の形状を切り出します。 この工程は「ブランク加工」とも呼ばれ、主にレーザー加工機やタレットパンチプレス(タレパン)が使用されます。
レーザー加工機はレーザー光で金属を溶断するため、複雑な形状や曲線を綺麗に切断することが得意で、金型が不要な点がメリットです。一方、タレットパンチプレスは多数の金型を高速で打ち付けて穴あけや外形加工を行う設備で、単純形状や多数の穴加工を高速に行えるのが特徴です。
製品形状やロット数によって、どの設備を使用するかが決定されます。
工程3:板材を曲げて立体的に成形
切り出された平らな板材を、図面の指示通りの角度に折り曲げて立体的な形状にします。 この工程では主に「プレスブレーキ(ベンダー)」と呼ばれる機械を使用し、上型(パンチ)と下型(ダイ)の間に板材を挟んで圧力をかけることで曲げ加工を行います。
曲げ加工では、材料が元に戻ろうとする「スプリングバック」を考慮する必要があり、狙い通りの角度を出すためには経験や調整が必要になります。また、曲げ順序を誤ると工具が干渉して加工できなくなることもあるため、工程設計も重要なポイントです。
工程4:溶接やリベットで部品を接合
曲げ加工された部品同士を繋ぎ合わせたり、補強部品を取り付けたりして製品の形を完成させます。代表的な接合方法は溶接で、用途や材料に応じて次のような方法が使い分けられます。
- TIG溶接(アルゴン溶接)
- 半自動溶接
- スポット溶接
溶接は熱を加えるため、金属が歪んでしまうことがあり、この歪みを最小限に抑えたり、後から修正したりする技術が求められます。また、熱を加えたくない場合や異種金属を接合する場合には、リベットやカシメといった機械的な接合方法が選ばれることもあります。
工程5:塗装やメッキで表面を処理
最後に、製品の耐食性や外観品質を向上させるための表面処理を行います。鉄系材料では防錆のために塗装やメッキ処理が行われることが一般的です。また、ステンレスやアルミの場合でも、見た目を整えるために次のような処理が行われることがあります。
- ヘアライン加工
- アルマイト処理
- 研磨仕上げ
溶接の焼け跡を除去する酸洗いや、バリ(切断面のギザギザ)を取る研磨作業もこの段階で丁寧に行われます。最終的な製品の外観や品質に大きく影響するため、用途に応じた適切な処理方法を選定することが重要です。
3. 板金加工で使われる材料の種類は?
板金加工では用途や環境に合わせてさまざまな金属材料が使用されます。適切な材料を選ぶことは、製品の機能(強度、耐食性、軽さなど)を満たすだけでなく、コストダウンにも直結する重要な要素です。
ここでは、板金加工で頻繁に使用される代表的な4つの材料グループについて、それぞれの特徴と選び方を解説します。
| 材料名 | 記号 | 特徴 | 主な用途例 | コスト |
|---|---|---|---|---|
| 冷間圧延鋼板 | SPCC | 加工性が良く安価だが錆びやすい | 筐体、カバー(要塗装) | 低 |
| 熱間圧延鋼板 | SPHC | 厚板に多く、安価だが表面は黒皮 | ブラケット、構造部材 | 低 |
| ステンレス | SUS304 | 耐食性・強度が高いが加工難度が高い | 食品機械、屋外設備 | 高 |
| アルミニウム | A5052 | 軽量で加工性が良く耐食性も高い | 放熱板、軽量部品 | 中 |
| 電気亜鉛めっき鋼板 | SECC | 防錆性があり塗装性が良い | 家電内部、PCケース | 低~中 |
3-1. 鉄(SPCC、SPHC)は最も一般的でコストを抑えやすい材料
鉄(鋼材)は板金加工で最も一般的に使われる材料で、安価で入手しやすく、加工もしやすいのが特徴です。薄板でよく使われるSPCC(冷間圧延鋼板)は表面が滑らかで加工精度を出しやすい一方、錆びやすいため、塗装やメッキなどの防錆処理が必要です。
一方、SPHC(熱間圧延鋼板)は比較的厚い板材に使用されることが多く、表面に黒い酸化皮膜があるため「黒皮」とも呼ばれ、強度が必要な構造部材などに適しています。
また、あらかじめメッキ処理が施されたSECC(ボンデ鋼板)などは、防錆性と加工性のバランスが良く、家電製品や電子機器の内部部品などで広く使用されています。
3-2. ステンレス(SUS)は耐食性と耐久性に優れる
ステンレスは鉄にクロムやニッケルを混ぜた合金で、非常に高い耐食性を持つ材料です。
代表的なSUS304は、水回りや屋外で使用される製品、食品機械、医療機器など、衛生面や耐久性が重視される環境で多用されます。 ただし、鉄に比べて材料費が高価であることや、硬くて粘り気があるため切断や曲げ加工の難易度が高く、加工費も割高になる傾向があります。
用途によっては、磁性を持ち比較的安価なSUS430などが採用されることもあり、必要な性能とコストのバランスを見て材質が選定されます。
3-3. アルミ(Al)は軽量で加工性が高い
アルミニウムは鉄の約3分の1という軽さが最大の特徴で、自動車や航空機の部品など、軽量化が求められる製品に適しています。また、熱伝導率が高いため放熱板(ヒートシンク)としても使われますし、加工性が良いため複雑な形状への成形も比較的容易です。代表的な板金材質としてはA5052などが多く使用されています。
一方で、溶接が難しく熟練した技術が必要である点や、強度は鉄やステンレスに劣る点には注意が必要です。表面処理としてアルマイト処理を行うことで、耐食性や外観品質を向上させることができます。
3-4. 銅(Cu)や真鍮(Bs)は導電性や意匠性に優れる
銅は電気伝導率が非常に高く、配電盤のブスバー(導体)や電子機器の接点部品などに使用される材料です。また、熱伝導性も非常に高いため、高性能な冷却部品としても利用されることがあります。
真鍮(黄銅)は銅と亜鉛の合金で、美しい黄金色をしており、加工もしやすいため、装飾品や建築金物、精密部品などに使われます。
これらの非鉄金属は鉄やアルミに比べて材料単価が高いため、必要な機能を満たす部分に限定して使用されるのが一般的です。
4. 板金加工を依頼するメリットは何か?

製造方法にはプレス加工、切削加工、鋳造などさまざまな種類がありますが、その中で板金加工が多くの製造現場で採用されている理由は、コスト・柔軟性・納期のバランスの良さにあります。特に、試作開発や小ロット生産、設計変更が多い製品では、板金加工のメリットが発揮されやすくなります。
ここでは、発注者の視点から見た板金加工の主な4つのメリットについて整理します。
| メリット | 具体的な内容 | 向いているケース |
|---|---|---|
| 初期費用が低い | 専用金型が不要でイニシャルコストを抑えられる | 新製品開発、試作 |
| 少量生産対応 | 1個〜数百個の生産が可能 | 多品種少量生産 |
| 納期が比較的短い | 金型製作期間が不要 | 短納期案件、市場投入を急ぐ製品 |
| 設計変更の容易さ | プログラム変更で形状変更可能 | 開発段階の製品 |
4-1. 金型が不要で初期費用が安い
板金加工の大きなメリットは、専用金型を用意しなくても製品を作れる点です。プレス加工では専用金型の製作に数十万〜数百万円の費用がかかることもありますが、板金加工では汎用金型やレーザー加工機などを使うため、初期費用を大きく抑えることができます。そのため、新製品の立ち上げや市場テスト段階の製品など、将来的な生産数量がまだ確定していない案件でも導入しやすい加工方法です。
数万個単位の大量生産になれば専用金型のプレス加工の方が安くなりますが、試作〜中量生産(数百〜数千個程度)では板金加工がコスト面で優位になるケースが多くあります。
4-2. 試作品など小ロット生産に対応できる
1個だけの試作品から、数十個、数百個という小ロットの生産まで柔軟に対応できるのも板金加工の強みです。
開発段階では、実際に形にして機能を確認するプロトタイピングが重要ですが、板金加工なら図面データさえあれば比較的短期間で加工に着手できます。市場の反応を見ながら生産数を徐々に増やしていくような製品や、オーダーメイドの特注品など、少量生産が前提の製品にも適しています。

4-3. 設計変更にも柔軟に対応しやすい
製品開発の過程では、設計変更や改良が頻繁に発生しますが、板金加工はこの変更への対応力が非常に高い工法です。
専用金型を使うプレス加工の場合、形状を変えるには金型を作り直すか大掛かりな修正が必要で、多額の費用と時間がかかります。しかし板金加工であれば、CADデータや加工プログラムを修正することで、新しい形状の製品を比較的短期間で製作できます。このスピード感は、変化の激しい市場環境において競争力を維持するために欠かせない要素です。
4-4. 強度と軽量化を両立できる
板金加工品は、薄い板材を曲げたりリブ(補強)を入れたりすることで、軽量でありながら高い剛性を持つ構造を作ることができます。
例えば、ただの平らな板は簡単に曲がってしまいますが、端部をL字に曲げるだけで剛性は大きくに向上します。切削加工のように材料を削って薄くするのではなく、もともと薄い材料を構造的に強くするアプローチであるため、材料の無駄も最小限に抑えられます。そのため、重量制限がある機器や装置、輸送機器などでは、板金構造が広く採用されています。
ただし、形状や用途によっては、板金加工以外の製造方法の方が適している場合もあります。
5. 板金加工を依頼する際の注意点は?
板金加工には多くのメリットがありますが、すべての形状や設計に適しているわけではありません。加工方法の特性を理解せずに設計や発注を行うと、想定以上にコストが上がったり、加工自体が難しくなったりすることがあります。そのため、設計者や発注担当者は、板金加工の基本的な制約を事前に把握しておくことが重要です。
ここでは、板金加工を依頼する際に押さえておきたい代表的な注意点を整理します。
| 注意点 | 発生するリスク | 対策 |
|---|---|---|
| 複雑すぎる形状 | 加工工数の増加、コストアップ | 部品分割、シンプルな形状設計 |
| 薄板への溶接 | 熱歪みによる変形、外観不良 | リベット接合やスポット溶接の活用 |
| 過度な寸法公差 | 歩留まり低下、検査コスト増 | 機能上必要な箇所のみに公差を設定する |
| 深絞り加工 | 割れやシワの発生 | プレス加工など別工法検討 |
5-1. 複雑な形状は加工コストが上がりやすい
板金加工は基本的に平らな板材を曲げて形状を作るため、折り曲げだけでは成立しない複雑な形状や、内部に工具が入らない構造などは加工が難しくなる場合があります。
例えば、完全に閉じた箱形状の内部を溶接するような構造や、曲げ同士が干渉する設計は加工が困難になる可能性があります。このような形状を無理に実現しようとすると、特殊治具の製作や手作業による加工が増え、コストが大きく上昇します。
コストを抑えるためには、標準的な曲げ加工で成立する形状を意識し、必要に応じて部品を分割して後から接合する設計が有効です。
5-2. 板厚によって加工難易度が変わる
材料の板厚は、加工の難易度や品質に大きく影響するため、適切な選定が必要です。板厚が薄すぎる場合、溶接時の熱によって歪みが発生しやすく、平面精度を維持することが難しくなることがあります。
一方で、板厚が厚くなると曲げ加工に大きな力が必要になり、設備の能力によっては加工できない場合もあります。また、厚板を曲げると外側の角が伸びて割れたり、内側にしわが寄ったりすることもあります。
一般的に板金加工で扱いやすい板厚は0.8mmから3.2mm程度とされています。ただし、実際に加工可能な板厚は設備や材料によって異なるため、設計段階で加工業者と相談することが重要です。
5-3. 加工精度には一定の限界がある
板金加工では、金属の弾性変形(スプリングバック)や溶接による熱歪みなどが発生するため、切削加工のような超高精度を安定して出すのは難しい場合があります。
一般的な板金加工の公差(許容される誤差の範囲)は、±0.1mmから±0.5mm程度が目安とされることが多く、これ以上の厳しい精度(例えば±0.01mmなど)を図面で指示してしまうと、加工業者は特別な治具を用意したり、全数検査を行ったりする必要が生じ、コストが大きく増加する可能性があります。
そのため、板金加工を前提とした設計では、切削加工と同じ感覚で過度な精度を求めるのではなく、工法に合った現実的な精度水準を理解しておくことが重要です。
5-4. 深絞り形状などは別の加工方法が適している場合もある
板金加工は曲げ加工を中心とした工法のため、深いカップ形状や滑らかな曲面を持つ部品などは加工が難しい場合があります。こうした形状は、専用金型を使用するプレス加工(深絞り加工)の方が適している場合があります。また、複雑な三次元形状や内部構造を持つ部品では、板金加工以外の工法を検討した方がよい場合もあります。
製品形状や生産数量に応じて、最適な加工方法を選択することが重要です。
6. 板金加工のコストを抑える方法は?
板金加工の見積価格は、材料費だけでなく、加工工程の数や設計内容によって大きく変わります。そのため、設計段階で少し工夫するだけでも、製造コストを大きく下げられる場合があります。こうした考え方は DFM(Design For Manufacturing:製造を考慮した設計) と呼ばれ、加工業者の作業負担を減らす設計を行うことで、結果として製品コストを抑えることができます。
ここでは、板金加工のコストダウンにつながる代表的なポイントを紹介します。
| コストダウン手法 | 具体的なアクション | 期待できる効果 |
|---|---|---|
| 材料の標準化 | 流通量の多い標準板厚(1.0、1.2、1.6mmなど)を選ぶ | 材料単価の低減、入手性向上 |
| 曲げ回数の削減 | 曲げ工程を減らす構造設計 | 加工工数の削減 |
| 公差の適正化 | 不要な精密公差を外し、一般公差(JISなど)にする | 検査コストの削減 |
| 溶接の削減 | リベット止めやボルト締結に変更する | 熟練作業工数削減 |
6-1. 標準的な板厚の材料を選定する
使用する材料を、市場に多く流通している「定尺サイズ」や「標準板厚」に合わせることは、最も手軽で効果的なコストダウン手法です。特殊な板厚や材質を指定すると、材料を特別に取り寄せる必要があり、材料費が割高になるだけでなく、余った材料が無駄になる「端材ロス」のコストまで請求されることがあります。
例えば、t1.1mmのような特殊な厚みではなく、t1.0mmやt1.2mmといった標準的な厚みを選ぶだけで、キロ単価が安くなり、納期も短縮されます。業者が常時在庫している材料(標準在庫)を聞いて、それに合わせて設計変更するのも有効な手段です。
6-2. 曲げ回数を減らすシンプルな設計
板金加工では、曲げ加工の回数が増えるほど加工時間が長くなり、コストが上がる傾向があります。例えば、箱型の部品を作る場合、四辺すべてを曲げて溶接する構造よりも、コの字型の部品を組み合わせる構造の方が加工工数を減らせる場合があります。また、曲げ加工の順序によっては工具が干渉し、追加工程が必要になることもあります。
展開図にしたときに、材料の歩留まり(板から取れる効率)が良くなるような形状にすることもコスト削減につながります。
6-3. 過剰な寸法精度を指定しない
図面のすべての寸法に厳しい公差を指定してしまうと、加工や検査の工数が増え、見積価格が高くなる原因になります。相手部品と嵌合する重要な箇所や、外観に関わる部分には必要な精度を指定し、それ以外の箇所は一般公差(JIS公差など)に任せる設計が一般的です。
必要な部分だけ精度を確保することで、加工コストと品質のバランスを取ることができます。
6-4. 複数の業者から相見積もりを取る
適正な価格を知るためには、1社だけでなく2~3社から相見積もりを取ることが重要です。 業者によって保有設備や得意分野が異なるため、同じ図面でも見積もり金額に大きな差が出ることが珍しくありません。
例えば、
- レーザー加工が得意な工場
- 自動曲げラインを持つ工場
- 溶接工程に強い工場
など、設備によって得意な加工が異なります。ただし、単に最も安い業者を選ぶのではなく、品質や対応力、提案内容などを総合的に比較し、最もバランスの取れた業者を選ぶことが、長期的な成功につながります。
7. 信頼できる板金加工業者の選び方は?

板金加工の品質やコストは、依頼する業者の技術力や設備、管理体制によって大きく変わります。「近場だから」「安いから」という理由だけで選んでしまうと、納期遅れや品質トラブルにつながる可能性があります。
自社のパートナーとして長く付き合える、優良な板金加工業者を見極めるためのチェックポイントを紹介します。
| チェック項目 | 確認すべきポイント |
|---|---|
| 得意分野 | 精密板金か大型構造物かなど、得意分野が自社製品と合っているか |
| 保有設備 | レーザー加工機、ベンダー、自動化設備などの保有状況 |
| 品質管理 | 検査体制やISO認証など品質管理の仕組み |
| 提案力 | 図面通りの加工だけでなく改善提案(VE/VA)をしてくれるか |
| 対応スピード | 見積回答や問い合わせへのレスポンス |
7-1. 得意な加工分野や業界を確認する
「板金加工」といっても、業者によって得意とする分野は大きく異なります。電子機器向けの精密板金を得意とする会社もあれば、大型設備の架台やフレーム構造を得意とする会社もあります。また、ステンレス溶接を強みとする会社や、量産ラインを持つ会社など、それぞれの設備やノウハウによって対応可能な領域が変わります。
自社が依頼したい製品と、業者の得意分野がマッチしていないと、品質が安定しなかったり、コストが高くなったりします。業者のウェブサイトなどで加工実績や製品事例(ポートフォリオ)を確認し、自社の製品に近いものを製作しているかを見ると判断しやすくなります。
7-2. 保有設備や加工能力を確認する
板金加工の品質と生産性は、設備の性能にも大きく左右されます。最新のファイバーレーザー加工機や、自動金型交換装置付きのベンダー、溶接ロボットなどを導入している業者は、高精度で効率的な生産が可能です。特に、夜間無人運転が可能な自動化ラインを持っている業者であれば、大量の注文にも短納期で対応できる可能性が高くなります。
工場見学が可能であれば、設備の状態や整理整頓(5S)が行き届いているかを確認すると、工場の管理レベルや生産体制を把握しやすくなります。
7-3. 品質管理体制と実績を確認する
板金加工では、加工精度や溶接品質、表面処理の仕上がりなどが製品品質に直結します。そのため、工程内検査や最終検査などの品質管理体制が整っているかを確認することが重要です。
例えば、
- 検査工程の有無
- 測定機器の保有状況
- 品質トラブル時の対応体制
などを確認しておくと安心です。また、ISO9001などの品質マネジメントシステム認証を取得している企業は、品質管理体制が整備されているケースが多く、選定の参考になります。
7-4. 見積内容の透明性と対応の速さ
見積依頼をした際のレスポンスの速さや、見積書の内容の分かりやすさも、その後の取引のスムーズさを予感させます。見積回答が極端に遅い場合、生産管理が不十分である可能性もあります。また、見積書の内容が「一式」などの表記ばかりで内訳が分からない場合、価格の妥当性を判断することが難しくなります。
材料費、加工費、処理費などが明確に分かれており、疑問点に対して的確に回答してくれる業者は、誠実なパートナーとして信頼できます。また、図面の不備やコストダウンの提案(VE提案)をしてくれる業者は、技術力が高く長期的な協力関係を築きやすい傾向があります。
ただし、製品形状や用途によっては、板金加工以外の加工方法の方が適している場合もあります。例えば、複雑な三次元形状や少量試作では、3Dプリントなど別の製造方法を検討することで開発効率を高められる場合があります。
次章では、板金加工の課題を補う技術として注目されている3Dプリントについて解説します。
8. 板金加工の課題を補う3Dプリントという選択肢
板金加工は、コストと柔軟性のバランスに優れた加工方法ですが、すべての形状に対応できるわけではありません。特に、曲げ加工では実現できない複雑な三次元形状や、部品点数が多くなる構造では、設計や製造の効率が課題になる場合があります。
こうした課題を補う加工方法として、近年注目されているのが3Dプリント(アディティブ・マニュファクチャリング)です。板金加工と3Dプリントを適切に使い分けることで、設計自由度や製造効率をさらに高めることができます。

8-1. 板金では難しい複雑形状や一体構造を実現できる
板金加工では、基本的に平らな板材を曲げて形状を作るため、複雑な三次元形状を実現する場合には複数の部品を組み合わせる必要があります。
例えば、複雑な筐体や内部構造を持つ部品では、
- 部品の切り出し
- 曲げ加工
- 溶接やリベットによる接合
といった工程が増え、部品点数や組立工数が増加することがあります。
一方、3Dプリントでは複雑な形状でも一体成形が可能なため、部品点数を減らし、組立工程を削減できる場合があります。これにより、製造工程の簡素化や管理コストの低減につながることがあります。
【関連記事】
板金では分割が必要になりやすい形状でも、3Dプリントなら一体化できる場合があります。複雑形状の考え方については、以下の記事で詳しく解説しています。
複雑形状の部品はどう作る?3Dプリントを活用した製作方法と設計の考え方 – KUWABARA 3D PRINT
8-2. 軽量化や内部構造の最適化が可能
板金構造では、軽量化を行う場合、板厚を薄くするか、補強リブを追加する方法が一般的です。しかし、この方法では強度と重量のバランスに限界がある場合があります。3Dプリントでは、内部を格子状にしたラティス構造や中空構造などを設計できるため、軽量化と剛性を両立した構造を実現できる場合があります。
このような構造は、ドローン部品、ロボット部品、搬送装置の治具など、軽量化が求められる製品で活用されています。

【関連記事】
部品を一体化して軽量化や組立工数削減を図る考え方については、以下の記事も参考になります。
部品点数削減の効果と方法|コスト削減・工程簡略化を実現する設計戦略 – KUWABARA 3D PRINT
8-3. 試作や開発段階でのスピードを高められる
板金加工では、展開設計や加工工程の検討など、製作前の準備作業が必要になります。一方、3Dプリントでは3D CADデータを直接造形データとして使用できるため、短期間で製作できる場合があります。
そのため、
- 試作段階では3Dプリントで形状確認を行う
- 量産段階では板金加工で製作する
といった使い分けが行われるケースもあります。こうした開発プロセスを採用することで、設計ミスによる手戻りを減らし、製品開発のスピードを高めることができます。

【関連記事】
図面がない段階でも試作を進めたい場合は、関連記事「図面がなくても部品は製作できる?」もあわせてご覧ください。
図面がなくても部品は製作できる?現物からの製作方法と依頼のポイント – KUWABARA 3D PRINT
8-4. 板金加工と3Dプリントを組み合わせる製造方法
製造現場では、必ずしも一つの加工方法だけで製品を作る必要はありません。むしろ、それぞれの工法の強みを活かして組み合わせることが、効率的なものづくりにつながります。
例えば、
- 大きな外装や筐体 → 板金加工
- 内部ブラケットや複雑形状部品 → 3Dプリント
といった形で役割を分けることで、コストと設計自由度のバランスを取ることができます。製品形状や生産数量に応じて最適な加工方法を選択することが、製造効率の向上につながります。
9. まとめ
この記事では、板金加工の基礎知識から、工程、材料、依頼時の注意点、業者選びのポイントまでを解説しました。最後に、重要なポイントを整理します。
- 板金加工は金属板を切断・曲げ・接合して形状を作る加工方法で、筐体やカバー、ブラケットなど幅広い製品に使われています。
- 専用金型が不要なため初期費用を抑えやすく、試作や小ロット生産、設計変更に柔軟に対応できる点が大きなメリットです。
- コストを抑えるためには、標準材料の選定、曲げ回数を抑えた設計、適切な公差設定など、製造を考慮した設計が重要になります。
- 板金加工には形状や精度の制約もあるため、製品用途に合った加工方法を選ぶことが重要です。
また近年では、板金加工だけでなく 3Dプリントなどの新しい加工技術を組み合わせる製造方法も広がっています。例えば、大きな外装や構造部品は板金加工で製作し、内部の複雑な部品や軽量化が必要な部品は3Dプリントで製作するといった使い分けにより、設計自由度や製造効率を高めることが可能になります。
板金加工は、設計の工夫によってコストと品質のバランスを取りやすい優れた加工方法です。今回ご紹介した基礎知識を参考に、自社の製品や部品に最適な加工方法を検討し、より効率的なものづくりにつなげてください。

板金加工では対応が難しい複雑形状の部品や、小ロットの試作部品については、3Dプリントによる製作が有効な場合があります。部品製作でお困りの際は、[お問い合わせページ]よりお気軽にご相談ください。