2025.12.10
金型レス製造の決定版|3Dプリントで実現する低コスト・短納期の試作と小ロット生産
金型レス製造は、初期費用を抑えながら短いサイクルで試作や小ロット生産を進められる手法として、製造業で急速に注目を集めています。特に3Dプリント技術の進化により、金型なしでも高精度・高強度の部品をスピーディに製作できるようになり、従来の開発プロセスを大きく変える選択肢となっています。本記事では、金型レス製造の基本から、主要な手法、3Dプリントが選ばれる理由、試作から小ロット生産までの流れをわかりやすく整理します。開発コストの削減やリードタイム短縮を検討している方に向けて、取り得るアプローチとその考え方を解説します。
当社では、樹脂・金属の幅広い材料と複数の造形方式を用いた3Dプリントサービスを提供しています。試作から小ロット生産まで、要件に合わせて最適なプロセスを設計いたします。詳細は[サービス紹介ページ]からご覧いただけます。
目次
1. 金型レス製造とは?
金型レス製造とは、金型を使わずに部品や試作品を製作する手法の総称です。金型の初期費用や製作リードタイムが不要になるため、試作段階でのスピードと柔軟性が大きく向上します。特に少量・多バリエーションの製造や、形状が固まりきっていない開発初期の段階では大きなメリットがあります。近年は3Dプリンターをはじめとしたデジタル加工技術が進化し、金型レスで作れる部品の幅も広がっています。本章では、金型レスの基本的な考え方と特徴を整理します。
1-1. 金型レスとは何か?
金型レスとは、射出成形のような専用金型を使わず、デジタルデータから直接部品を製作する方法を指します。従来の金型方式では、金型製作そのものに高い費用とリードタイムが発生し、少量生産や試作では負担が大きくなりがちでした。一方、金型レスではNC加工、レーザー加工、3Dプリントなどの技術を用いて、金型なしで最終形状を作ることができます。初期費用がほとんどかからず、1個から製作できるため、設計変更が多い開発段階でもスピーディに試作を進められます。必要な数だけ柔軟に作れる点も大きなメリットです。
1-2. 従来の金型方式との違い
従来の金型方式では「金型を作る」という工程が最初に必要で、費用は数十万〜数百万円、期間は数週間〜数か月かかることも珍しくありません。量産効率は高い一方で、少量製作や試作段階ではコスト面でもスピード面でも大きなハードルになります。また、形状変更があると金型修正や作り直しが必要になり、開発が遅れやすい点も課題です。
金型レス製造では、デジタルデータを直接加工機に送って部品を作るため、金型製作が不要です。1個から作れ、機械加工や3Dプリントでは複雑形状にも対応できます。設計変更も即座に反映できるため、開発サイクルの短縮に大きく貢献します。
1-3. なぜ金型レスが注目されているのか
金型レスが注目されている背景には、製品開発スピードへの要求が高まっていることがあります。市場の変化が早く、短い期間で試作→検証→改良を繰り返す必要がある中、金型を都度作る方式では時間もコストもかかりすぎます。また、多バリエーション小ロット製造の需要が増え、年間生産数が少ないケースが増えていることも要因です。
さらに、サプライチェーンの変動によって「必要な数量を必要なタイミングで作る柔軟性」が求められるようになりました。3Dプリント技術の発展も追い風となり、金型に依存しない新しい製造手法として採用が広がっています。
1-4. 金型レスが向いているケース
金型レスは、金型の初期投資が負担になりやすい場面や、形状が確定していない開発段階で特に効果を発揮します。必要な数だけ製作できるため、在庫リスクを避けたい場合にも有効です。また、複雑形状の部品や、金型では成形しにくい形状を扱う際にも金型レスは適しています。樹脂部品の置き換えや既存部品の修繕用途でも活用されるケースが増えています。
以下のような場合は、金型レスを選ぶメリットが大きくなります。
- 年間10〜200個程度の部品
金型を作ると1個あたりのコストが重くなる数量帯 - 開発中で仕様変更が多い試作品
図面更新のたびに金型改修費が発生してしまうケース - 樹脂部品の置き換え
既存部品の形状をほぼ流用しつつコストダウン・軽量化したい場合 - 最終形状がまだ定まっていない新製品
まずは形状検証を優先したい段階
2. 金型レスを可能にする主要な製造手法

金型レス製造は、複数のデジタル加工技術によって実現されています。代表的なものがNC加工、レーザー加工、そして3Dプリントです。どの手法も金型なしで最終形状を作れる点は共通していますが、得意とする分野や向いている形状・材料は大きく異なります。本章では、それぞれの特徴を整理しながら、金型レスを実現する際の選択肢を比較します。最終的に、どの手法が自社の課題に適しているのか判断できるよう、3Dプリントを含む主要な方式をわかりやすく解説します。
2-1. NC加工
NC加工は、切削工具を用いて金属や樹脂の塊から必要な形状を削り出す加工方式です。高い寸法精度が得られることから、金型レス製造の中でも特に精密部品や機械要素部品の試作に適しています。金属加工にも対応できるため、強度を要求される試作品や耐久テストが必要な部品にも有効です。
一方、材料を削り出す都合上、内部が中空の構造や複雑な曲面形状には向きません。また、材料ロスが発生しやすく、形状によっては加工時間も長くなります。単純形状の精密部品を少量で作りたい場合は、NC加工が金型レスの選択肢として有力です。
2-2. レーザー加工
レーザー加工は、レーザー光を照射して材料を切断・彫刻・穴あけする加工方式です。主に板材(金属・樹脂・木材など)の加工に用いられ、平面形状の部品をスピーディに作れる点が特徴です。金型製作を必要とせず、データさえあれば即日で製作できるため、治具やカバー、簡易ブラケットなどの用途で幅広く利用されています。
ただし、基本的には板材加工に限られるため、立体形状や三次元構造には不向きです。曲げ加工や溶接と組み合わせることで用途を広げることはできますが、形状自由度の点では3Dプリントに劣ります。単純な外形パーツを短納期で作りたい場合に適した手法です。
2-3. 3Dプリント
3Dプリントは、デジタルデータを基に材料を積層しながら立体を造形する方式で、金型レス製造の中でも最も柔軟性の高い手法です。複雑な内部構造や中空形状、オーガニックな曲面形状など、従来の加工では難しい形状もそのまま再現できます。また、金型を必要としないため、初期費用ゼロで1個から製作できる点が大きな強みです。設計変更にも即座に対応でき、試作段階では反復サイクルを大幅に短縮できます。
樹脂を中心に、耐熱性・柔軟性・高強度など多様な材料が選択でき、最終製品として使用できる品質まで対応するケースも増えています。形状自由度・スピード・材料選択の幅という3点から、金型レス製造の主要手段として利用が拡大している技術です。
2-4. 手法別に向いている用途の比較
金型レス製造の各手法には、それぞれ得意分野があります。NC加工は高精度かつ強度が必要な部品に適し、レーザー加工は板材の切り出しに特化しています。一方、3Dプリントは形状自由度が抜群で、試作から小ロット生産まで幅広く対応できます。どの手法を選ぶべきかは「形状」「材質」「数量」「求める精度」によって判断することが重要です。
各手法の特徴を用途別に整理すると次のようになります。
| 手法 | 得意分野 | 不向きなケース | 主な材料 |
|---|---|---|---|
| NC加工 | 精密部品、金属試作、機械要素の製品試作 | 中空構造、複雑な内部形状、工具が届かない部分 | 金属、樹脂 |
| レーザー加工 | 平面部品、カバー・プレート類、簡易治具 | 厚物加工、三次元形状、深い立体形状 | 金属板、樹脂板、木材 |
| 3Dプリント | 複雑形状、短納期試作、小ロット生産、軽量化設計 | 大量生産、同一形状の長期量産 | 金属、樹脂、複合材料(炭素繊維・ガラス繊維) |
3. なぜ3Dプリントが金型レスに最適なのか
金型レス製造にはいくつかの手法がありますが、その中でも3Dプリントは「形状自由度」「スピード」「初期コスト」「設計変更のしやすさ」など、多くの面で優位性をもっています。特に試作段階では、短いサイクルで形状を検証しながら改良を続ける必要があり、金型を必要としない3Dプリントは相性が非常に良い技術です。本章では、3Dプリントが金型レス製造に適している理由を具体的に解説し、NC加工・レーザー加工との違いも踏まえてその強みを整理します。
3-1. 初期費用ゼロ・低コストの秘密
3Dプリントが金型レス製造で注目される最大の理由は、初期費用がほぼゼロである点にあります。射出成形のように金型を作る必要がないため、数十万〜数百万円の初期投資を避けられ、1個だけの製作でもコストを抑えられます。また、材料も必要な分だけ使用するため無駄が少なく、小ロットやモデル数の多い案件において高い費用対効果を発揮します。形状変更が発生しても金型修正費が不要なため、開発中の反復試作にも最適です。製作数量が限られる場合や、形状が固まらない初期段階では、3Dプリントの低コスト性が大きなメリットとなります。
3-2. スピード(短納期)を実現する理由
3Dプリントはデジタルデータを読み込むだけで造形が始まるため、リードタイムが非常に短い技術です。金型製作や治具準備といった前工程が不要で、最短で当日〜翌日に試作品を用意できます。設計変更があった場合でも、データを修正して再プリントするだけなので、試作サイクルを大幅に短縮できます。開発の初期段階では「まず形にして確認する」スピードが求められる場面が多く、3Dプリントはその要望に最も適した手法です。製品投入までの時間を短縮したい企業にとって、短納期対応は大きな武器になります。
3-3. 複雑形状・軽量化への適性
3Dプリントは、従来工法では難しい複雑形状や中空構造を得意としています。積層造形で内部形状も自由にデザインできるため、軽量化を目的とした内部リブ構造や、流路・配管などの一体構造も実現できます。NC加工では工具が届かない箇所や、金型では抜き勾配が必要になる形状でも、3Dプリントなら制約なく製作できます。軽量化、省スペース化、機能統合といった設計が可能になるため、試作だけでなく最終製品に採用されるケースも増えています。形状の自由度を最大化したい場合、3Dプリントの優位性は特に大きくなります。

3-4. 設計変更・反復試作が圧倒的に速い
試作段階では、形状確認や寸法調整を繰り返しながら製品をブラッシュアップしていく必要があります。3Dプリントは、データを修正すればすぐに再造形できるため、反復試作のスピードが圧倒的に速い点が特徴です。金型の修正や作り直しを待つ必要がなく、1日に複数回の改良サイクルを回すこともできます。仕様変更や機能追加にも柔軟に対応できるため、開発期間の短縮や品質向上につながります。金型レスの強みを最大限に活かすための技術として、3Dプリントは非常に相性の良い手法といえます。
3-5. 材質の多様化(樹脂、柔軟素材、高強度樹脂など)
3Dプリントは樹脂素材を中心に、耐熱性・柔軟性・高強度などさまざまな特性を持つ材料が選べるようになっています。一般的なPLAやABSだけでなく、耐熱グレード、工業用ナイロン、カーボンファイバー配合樹脂、ゴムライク材料など、用途に応じた最適素材を選択できます。これにより、外観チェック用の試作から、耐久性が求められる機能部品まで対応範囲が広がっています。素材の進化によって「試作だけでなく最終製品を作る」ケースも増えており、金型レスでの小ロット生産にも適した手法として活用されています。
4. 3Dプリント試作の具体的な進め方
3Dプリントによる試作は、デジタルデータをもとに形状を可視化し、検証と改良を短いサイクルで進められる点が大きな特徴です。依頼する場合も自社で製作する場合も、基本フローは次のように進みます。
- デジタルデザイン(CAD・3Dスキャン)
- プリントデータの準備(スライサー設定)
- 造形プロセス(FDM/SLA/MJFなど)
- 仕上げ・後処理(研磨、洗浄、サポート除去など)
- 試作検証 → 再設計 → 再造形
- 内製/外注の使い分け
以下では、それぞれの工程を詳しく解説します。

4-1. デジタルデザイン(CAD・3Dスキャン)
試作の最初のステップは、3Dデータ(CADモデル)を準備することです。新規設計の場合はCADソフトで形状をモデリングし、既存部品の置き換えや図面がない場合は3Dスキャンで形状を取得します。寸法精度や設計意図を正しく反映させるため、この段階の品質は非常に重要です。
依頼する場合は、用途や取付条件・強度要件などを共有することで、より適した設計提案が可能になります。社内でモデリングを行う場合は、最終用途に合わせて「肉厚」「勾配」「クリアランス」などを考慮する必要があります。
4-2. プリントデータの準備(スライサー設定など)
3Dデータが完成したら、スライサーと呼ばれるソフトで造形条件を設定します。積層ピッチ・充填率・サポート材・造形方向などを調整し、強度や外観・造形時間を最適化します。
依頼する場合は、この工程をすべて業者側が行うため、目的に応じた最適設定で製作できます。一方、自社で出力する場合はプリンターの特性や材料の収縮特性を理解する必要があり、特に強度部品では設定次第で仕上がりに大きな差が生まれます。デジタルデザインを含めたデータ準備は「造形品質を左右する重要な工程」であり、ノウハウが品質に直結します。
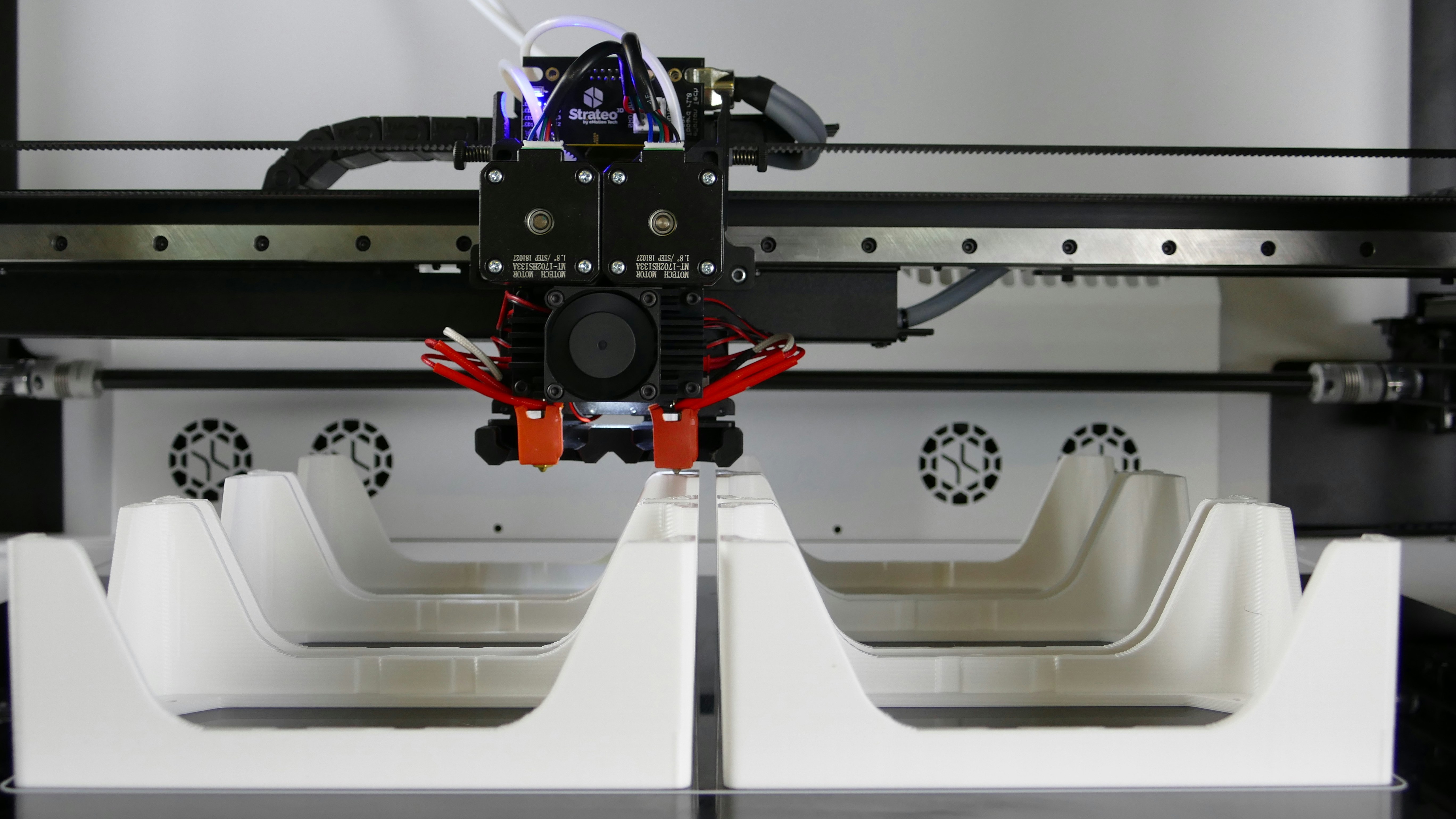
4-3. 造形プロセス
スライサーで生成されたG-codeを3Dプリンターに送り、造形を開始します。FDM/FFF方式では樹脂を溶かして積層し、SLA/DLPやMJFなどの方式では光硬化や粉末焼結によって立体を形成します。造形時間は形状や設定により大きく変わり、小型部品で数十分、大型部品では数十時間かかることもあります。造形中は反り・層間剥離・サポートの倒れ込みなどの不具合が起きる可能性があり、安定した造形には設備性能と適切な条件設定が不可欠です。
依頼する場合は工業グレード機での安定出力が期待でき、自社設備で造形する場合は3Dプリンターごとのクセを把握することが重要になります。
4-4. 仕上げ・後処理
造形後はサポート除去や研磨、表面処理、ネジ加工などの後処理を行います。FDM/FFF方式では積層痕を軽減するための研磨や塗装、SLA/DLP方式では洗浄・二次硬化、MJF方式ではサンドブラストによる表面仕上げなど、方式によって工程が異なります。目的が外観確認なのか、強度試験なのかによって必要な仕上げも変わります。
依頼する場合は仕上げ方法の指定ができ、用途に応じた最適な処理が行われます。一方、自社で行う場合は設備と作業時間が必要になるため、精度が求められる部品では専門業者に任せる方が確実です。
4-5. 試作検証 → 再設計 → 再造形の流れ
完成した試作品をもとに、寸法・取り付け性・剛性・外観などを確認します。試作段階では形状の微調整や仕様変更が発生することが多く、検証結果を踏まえて再設計し、再度プリントを行います。この反復サイクルを短期間で回せる点が、3Dプリントの大きな強みです。設計変更が即時に反映できるため、試作回数が多い案件でも効率よく開発を進められます。量産前の最終確認や改善の洗い出しにも有効で、試作精度を高めることで量産トラブルの防止にもつながります。
4-6. 内製と外注の使い分け(コスト・品質・工数)
3Dプリント試作は、企業によって「内製するか」「外注するか」で最適解が異なります。自社プリンターがある場合、簡易な形状確認や軽度の調整は内製でも対応できますが、強度部品や精度が必要な試作では、業務用プリンターや専門ノウハウが不可欠です。そのため、初期段階は外注でスピーディに形状確認を行い、微調整を内製で進めるケースもあれば、逆に外観・最終仕様の確認は外注に任せるケースもあります。重要なのは「どの段階で何を検証したいか」です。外注を組み合わせることで開発効率が大幅に向上するため、目的に応じて柔軟に使い分けることがポイントになります。
5. 金型レス × 3Dプリントで実現する小ロット生産
3Dプリントは試作だけでなく、小ロット生産にも適した製造手法です。金型を必要としないため、小ロットに特有の「初期費用負担」「在庫リスク」を大幅に軽減できます。また、数量に関係なく同じ品質で製作でき、設計変更やバリエーション追加にも柔軟に対応できます。本章では、金型レスと3Dプリントを組み合わせた小ロット生産のメリットと、実際にどのようなケースで選ばれているのかを解説します。

5-1. 小ロット生産が向いているケース
小ロット生産は、製品需要が限定的な場合や、特定用途向けの少量製作が必要な場合に適しています。年間数個~数百個といった数量では、金型を製作して量産する方式は採算が合わない場合が多く、金型レス方式が大きなメリットを発揮します。また、製品ライフサイクルが短く、仕様変更が頻繁に発生する製品も小ロット向けです。追加製作や設計変更にも柔軟に対応できるため、市場テスト用の製品や特注部品、アフターパーツの製作にも最適です。少量でも品質を確保しつつ、生産コストを抑えたい場合に小ロット生産は非常に効果的な選択肢になります。
5-2. コスト削減と在庫リスクの回避
小ロット生産における最大のメリットは、金型を作らないことで初期費用を大幅に削減できる点です。従来の量産方式では、生産数量が少ないほど金型費が負担となり、製品1個あたりのコストが跳ね上がります。3Dプリントを使った金型レス製造では、必要な数量だけを製作できるため、在庫を抱える必要がありません。また、追加生産もデータさえあれば即座に行えるため、必要な時に必要な分だけ生産できます。過剰在庫や廃棄ロスのリスクを避けられることは、在庫コストや管理コストの削減につながり、特に小規模生産の現場では大きなメリットとなります。
5-3. カスタマイズ・バリエーション対応
3Dプリントは、カスタマイズやバリエーション展開に強い製造手法です。デジタルデータを変更するだけで形状・寸法・ロゴなどを自在に変えられるため、複数モデルを少量ずつ作る少量・多バリエーション生産に最適です。例えば、ユーザーごとの専用治具や、異なる仕様を持つ複数タイプの部品など、従来の量産方式ではコストがかさんでしまうケースも低コストで実現できます。市場テスト用モデルの作り分けや、イベント用記念品のバリエーション展開など、柔軟なものづくりを実現できる点が大きな強みです。個別ニーズに応じた製品が求められる場面で、3Dプリントの価値はさらに高まります。
5-4. 成功事例
3Dプリントを活用した小ロット生産は、実際の現場でも幅広い用途で採用されています。例えば、補修部品の小ロット製作では、既存の金型がなくても必要な数量だけ迅速に製作でき、設備のダウンタイム短縮につながっています。また、イベント用の記念品や限定モデルの製作では、複数仕様を少量ずつでも安定した品質で生産できるため、従来の量産方式では難しかった企画にも対応できます。さらに、試作→小ロット生産へシームレスに移行できるため、初期段階で形状や機能を確認しながら開発を進めることも可能です。
具体的な事例については、当社の[WORKSページ]でも紹介しています。
6. 金型レス製造がもたらす未来

金型レス製造は、単なる試作手法の一つではなく、製造業全体の開発プロセスを変える大きな潮流になりつつあります。3Dプリントを中心に、デジタル技術と組み合わせることで、生産リードタイムの短縮、在庫レス運用、持続可能性の向上など多くのメリットが生まれます。本章では、金型レスが今後どのように製造現場へ影響を与え、企業がどのように活用していくべきかを整理します。中小企業から大手メーカーまで、今後のものづくりに求められる視点を解説します。
6-1. 開発スピードの加速
金型レス製造の普及は、製品開発のスピードを大きく押し上げます。金型を作るプロセスがなくなることで、アイデアを即座に形にし、検証と改良を短いサイクルで進められるようになります。従来は数週間かかっていた形状確認が、3Dプリントを使えば翌日には手に取れるケースも珍しくありません。これにより、開発期間の短縮だけでなく、早期市場投入やニーズの素早い検証が可能になります。スピードは競争力に直結するため、試作・検証の迅速化は今後ますます重要なテーマとなります。
6-2. デジタルファブリケーションとの統合
3Dプリントを中心とした金型レス製造は、デジタルファブリケーションとの親和性が非常に高い技術です。設計データをそのまま製造へつなげる「デジタル・スレッド」が実現し、設計変更や仕様調整がダイレクトに生産へ反映されます。将来的にはCAD・CAE・PLMなどの情報と連携し、より高度な最適化設計やシミュレーションを行いながら、リアルタイムで試作・製造を進められる環境が整っていきます。デジタルと製造の境目が薄くなり、開発プロセス全体が一体化していく流れは、今後さらに加速していくと考えられます。

6-3. 持続可能性(省資源、在庫削減)
金型レス製造は、持続可能性の観点でも大きなメリットがあります。必要な数量だけを生産できるため、過剰在庫や廃棄ロスを大幅に減らすことができます。また、3Dプリントは材料を積層していくプロセスのため、切削加工と比べて材料ロスが少なく、省資源化にも寄与します。金型をつくらないことで資源・エネルギー消費を抑えられる点も大きなメリットです。環境対応が求められる現在、こうした製造方式の転換は企業のサステナビリティ推進にも直結します。
6-4. 中小企業でも競争力が高まる理由
金型レス製造の普及は、中小企業にとっても大きな追い風となります。従来は金型製作に多額の投資が必要だったため、新しい製品に挑戦するには大きな負担が伴いました。しかし、金型レス製造では初期投資を抑えながら試作や小ロット生産が可能になるため、企画から試作までのハードルが下がります。また、3Dプリントを活用することで、少ない設備投資でも高品質な部品を提供できるチャンスが広がります。スピードと柔軟性を武器に、中小企業でも新規事業や技術提案に取り組みやすくなります。
6-5. 企業が取り組むべき次のステップ(行動提案)
金型レス製造を活用するために、企業がまず取り組むべきことは「どの工程に金型レスを導入できるか」を見極めることです。試作・改良段階だけでなく、小ロット生産や保守部品の製造など、社内のどの領域に適用できるかを整理することが重要です。また、デジタルデータの管理体制や、3Dプリントを含む新技術への理解を深めることも欠かせません。外注と内製をうまく組み合わせる体制づくりも効果的です。小さな実践から始めることで、金型レス化のメリットを段階的に享受できるようになります。
7. まとめ
金型レス製造は、試作から小ロット生産まで、従来の製造方式では難しかったスピード・柔軟性・コスト最適化を実現できる手法です。特に3Dプリントは、初期費用ゼロ、迅速な試作、複雑形状への対応など、多くのメリットから金型レスの中心的な技術として広がり続けています。NC加工やレーザー加工と組み合わせることで、用途に応じて最適な製造方法を選択できる点も大きなメリットです。
ものづくりの環境が変化する中で、金型レス製造は今後さらに重要性を増していきます。自社の開発プロセスや生産体制の中で、どの部分に活用できるかを見極めながら、まずは小さな試作から取り入れてみることが有効です。3Dプリントの活用によって、製品開発のスピードと柔軟性が大きく向上します。

金型レス製造や3Dプリントの適用可否、工法選定、仕様検討などについては、個別要件に応じて最適なアプローチをご提案しています。具体的な検討がございましたら、[お問い合わせページ]よりお気軽にご相談ください。