2026.3.4
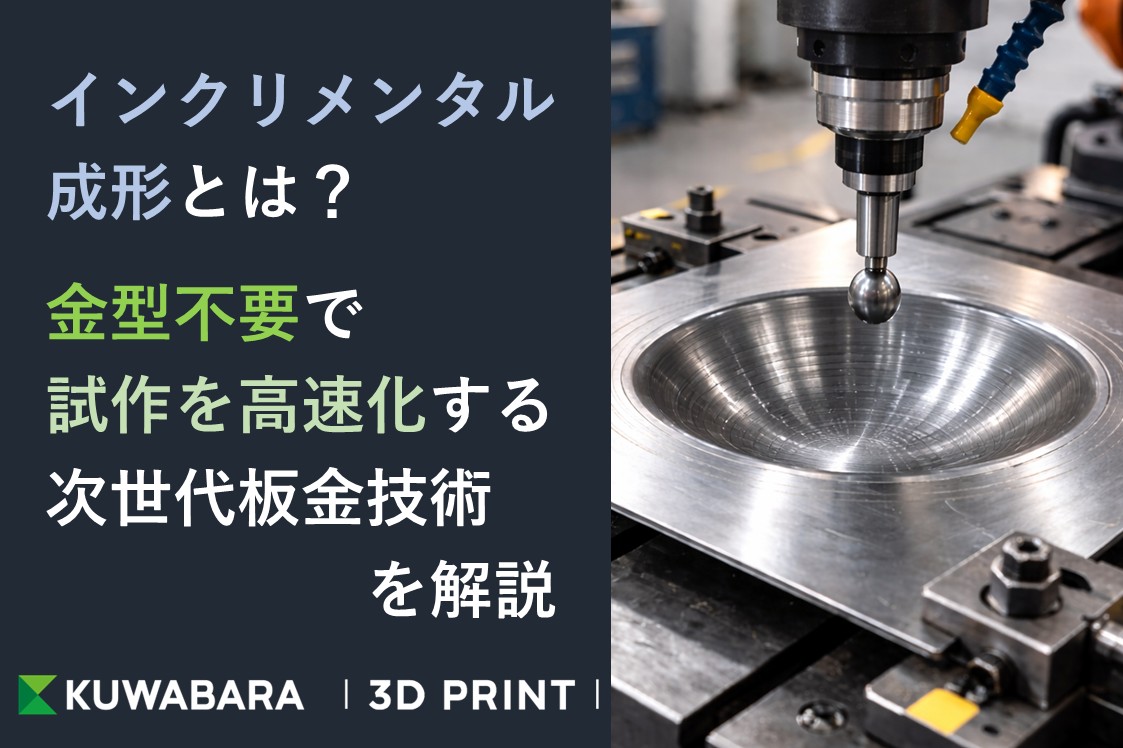
インクリメンタル成形とは?金型不要で試作を高速化する次世代板金技術を解説
製造現場で日夜、コスト削減や納期短縮のプレッシャーと戦っている技術者や開発担当者の方へ。新しい製品の試作を行う際、金型の製作費やリードタイムが大きな壁になっていませんか?もし金型を使わずに、3Dデータから直接金属を成形できる技術があるとしたら、あなたの開発プロセスは劇的に変わるはずです。
この記事では、近年注目を集めている「インクリメンタル成形」について詳しく解説します。読み終わる頃には、インクリメンタル成形の仕組みや導入メリットだけでなく、自社の課題解決にどう役立つかが具体的にイメージできるようになります。ぜひ最後までお付き合いください。

目次
1. インクリメンタル成形とは?未来のモノづくりを支える新技術

インクリメンタル成形は、従来のプレス加工の常識を覆す新しい金属加工技術として注目されています。専用の金型を用いず、プログラム制御された工具によって金属板を自由な形状へ成形できるのが最大の特徴です。
これまで板金部品の試作では、金型コストやリードタイムが大きな障壁となっていました。インクリメンタル成形は、その課題を解決する「金型レス板金技術」として、研究開発や試作分野を中心に導入が進んでいます。
ここでは、その基本的な仕組みと特徴について整理していきます。
1-1. 金型を必要としない画期的な成形プロセス
通常、金属板を立体的な形状にするには、オス型とメス型からなる専用金型が必要です。しかし、インクリメンタル成形ではこの金型を使用しません。代わりに、先端が球状になった工具を用い、金属板の外周を固定した状態で工具を押し当てながら移動させることで形状を作ります。陶芸で粘土を指で少しずつ押し広げていくイメージに近い加工プロセスです。金型製作という大きな準備工程が不要となるため、試作段階における柔軟性が大きく向上します。
1-2. NC制御の工具で金属板を少しずつ変形
この技術の核となるのは、NC(数値制御)による精密な工具制御です。3D CADデータを元に作成されたプログラムに従って、工具が金属板の上をなぞるように動きます。一度に大きく変形させるのではなく、等高線を描くように少しずつ押し込むことで、段階的に形状を作り上げていきます。「インクリメンタル(Incremental)」という名称も、この「漸増的な変形」に由来しています。微小な変形を積み重ねることで、比較的複雑な曲面形状にも対応できる点が特徴です。
1-3. プレス加工との決定的な違い
従来のプレス加工とインクリメンタル成形は、どちらも金属の塑性変形を利用する点では同じですが、そのプロセスと適用範囲は大きく異なります。
プレス加工は「金型で一瞬にして形を転写する量産技術」であるのに対し、インクリメンタル成形は「工具の軌跡によって形を作る試作向け技術」です。最大の違いは、金型の有無による初期投資と生産効率のトレードオフにあります。
以下の表に、両者の主な違いを整理しました。
| 比較項目 | プレス加工 | インクリメンタル成形 |
|---|---|---|
| 金型の有無 | 必要(オス型・メス型) | 不要(簡易的な木型等を使う場合あり) |
| 初期費用 | 高い(金型製作費が必要) | 安い(工具と治具のみ) |
| 加工速度 | 非常に速い(数秒/個) | 遅い(数分〜数時間/個) |
| 適した生産量 | 大量生産(数千〜数万個) | 試作・多品種少量生産(1〜数十個) |
| 形状変更 | 困難(金型修正が必要) | 容易(プログラム変更のみ) |
2. インクリメンタル成形が選ばれる4つの理由
近年、インクリメンタル成形への注目が高まっている背景には、製造業全体の構造変化があります。多品種少量生産の増加や開発スピードの加速により、「金型を前提としないモノづくり」の重要性が高まっているためです。
ここでは、実務の現場で評価されている代表的なメリットを整理します。
2-1. 金型不要で初期投資を大幅に削減できる
最大のメリットは、やはり初期コストの低さです。一般的なプレス金型は数十万円から数百万円規模の費用がかかり、試作段階では大きな負担になります。
インクリメンタル成形では専用金型が不要なため、設備費用の大部分を削減できます。必要なのは汎用的な工具と簡易的な固定治具程度で済むケースが多く、試作開発のハードルを大きく下げられます。
特に予算が限られているプロジェクト・新規事業の立ち上げ・研究開発用途などでは「まず1個作って検証したい」というニーズが多く、この初期投資の低さは大きなメリットになります。
2-2. 1個からの試作品製作や小ロット生産に最適
「1個だけ作りたい」というニーズに応えられるのも、この技術の強みです。従来の工法では、1個作るのも1,000個作るのも、金型代という固定費は変わりません。そのため、少量の生産では単価が跳ね上がってしまいました。
インクリメンタル成形は、加工時間に応じたチャージが主なコスト要因となります。そのため、1個や10個といった極小ロットの生産でも、現実的なコストで製作が可能です。特注品やカスタムパーツ、あるいは生産終了した旧車の補修部品など、以下のような数を多く作らない製品に最適です。
- 開発中の試作品
- 生産終了機器の補修部品
- カスタム仕様の外装部品
このようなニーズは近年増加しており、量産前提ではない部品製作の選択肢として注目されています。


2-3. 3次元データから直接加工し開発期間を短縮
開発現場ではリードタイムの短縮が競争力に直結します。金型製作を伴う場合、設計から加工開始まで数週間〜1ヶ月以上かかることも珍しくありません。これでは市場のトレンドに乗り遅れてしまうリスクがあります。
インクリメンタル成形であれば、3Dデータから直接加工プログラムを生成できるため、準備期間を大幅に短縮できます。設計→試作→評価のサイクルを高速化できる点は、試作開発において大きなアドバンテージとなります。展示会前の試作や短納期案件でも採用される理由の一つです。
2-4. 設計変更にもプログラム修正で柔軟に対応
試作開発では、形状修正が前提になるケースがほとんどです。しかし金型加工では、修正のたびに金型改修や再製作が必要になり、時間とコストの両面で大きな負担になります。しかし、インクリメンタル成形はデータ駆動型の加工であるため、設計変更にも柔軟に対応できます。寸法変更や曲率の微調整もプログラム修正のみで対応可能です。この柔軟性は、試行錯誤の多い開発フェーズにおいて大きな価値を持ちます。設計自由度を確保しながら検証を進められる点が、従来工法との大きな違いです。
以下の表は、これらのメリットがどのようなシーンで活きるかをまとめたものです。
| メリット | 具体的な活用シーン |
|---|---|
| 初期投資削減 | 予算が厳しいスタートアップの試作開発 |
| 小ロット対応 | 年間数台しか生産しない特殊産業機械のカバー |
| 短納期実現 | 展示会に間に合わせるための急なモックアップ製作 |
| 設計変更対応 | デザインの微調整を繰り返す家電製品の外装検討 |
3. 導入前に知るべきインクリメンタル成形の課題
インクリメンタル成形は魅力的な技術ですが、すべての用途に適しているわけではありません。導入を検討する際は、メリットだけでなく特性や制約を正しく理解することが重要です。ここでは、実務で検討されることが多い代表的なポイントを整理します。
3-1. 大量生産には加工時間が長く不向き
インクリメンタル成形は、工具で軌跡を描くように形状を作る加工方式です。そのため、どうしても加工時間は長くなる傾向があります。小さな部品でも数分、大きなものになれば数時間かかることもあり、大量生産には向きません。
量産用途では依然としてプレス加工が優位であり、インクリメンタル成形は「試作〜少量領域に特化した技術」と捉えるのが適切です。
3-2. 加工できる板の厚みや材質に制限がある
すべての金属材料に対応できるわけではありません。一般的に加工対象は数ミリ程度の薄板が中心となります。板厚が厚くなるほど加工荷重が増加し、設備負荷や成形限界の問題が生じます。また、高張力鋼板やチタン合金など、延性の低い材料は割れが発生しやすく、加工難易度が高くなります。アルミや軟鋼など、比較的成形性の良い材料が主な対象となる点は理解しておきたいポイントです。
3-3. 表面に工具の跡が残り仕上げが必要な場合も
加工後の製品表面には、工具が通った跡(ツールマーク)が細かい筋状に残る場合があります。等高線のような模様ができるため、外観部品として使用する場合は、追加の仕上げ工程が必要になるケースもあります。研磨や塗装などの後処理で対応可能ですが、外観品質が重視される用途では、あらかじめ考慮しておく必要があります。
最近では工具の軌跡を工夫したり、潤滑剤を見直したりすることで、このツールマークを目立たなくする技術も向上しています。
3-4. 形状自由度には一定の制約がある
インクリメンタル成形は金属板を引き伸ばしながら成形するため、急峻な立ち壁や鋭角形状には限界があります。角度がきつくなるほど板厚減少や破断のリスクが高まるためです。一般的に、壁の角度には限界(成形限界角度)があり、それを超える急斜面を作るには、多段階で成形するなどの工夫が必要です。設計段階で、インクリメンタル成形の特性に合わせた形状変更(適切なRを設ける、勾配を緩やかにするなど)を検討することが成功の鍵となります。
以下に、課題とそれに対する一般的な対策をまとめました。
| 課題 | 対策例 |
|---|---|
| 加工時間 | 量産時はプレス加工へ切り替える 複数ヘッドでの加工検討 |
| 材質制限 | 材料の加熱(温間成形)による成形性向上 |
| 表面品質 | バフ研磨 塗装 ダミーシートを挟んでの加工 |
| 形状制限 | 設計変更(Rを大きくする) 多段成形プロセスの採用 |
このように、インクリメンタル成形は非常に有効な技術である一方で、形状・材料・生産数量によって向き不向きが明確に分かれる加工法でもあります。そのため近年の試作開発では、単一の工法に依存するのではなく、用途に応じて複数の製造技術を使い分けるアプローチが一般的になりつつあります。
板金系加工と積層造形を含めた「工法選定力」が、開発スピードを左右する要素になっています。
4. インクリメンタル成形の主な加工方式
一口にインクリメンタル成形といっても、実はいくつかの方式が存在します。求める精度や形状、設備条件によって最適な方式が異なるため、代表的な2つの方式を紹介します。
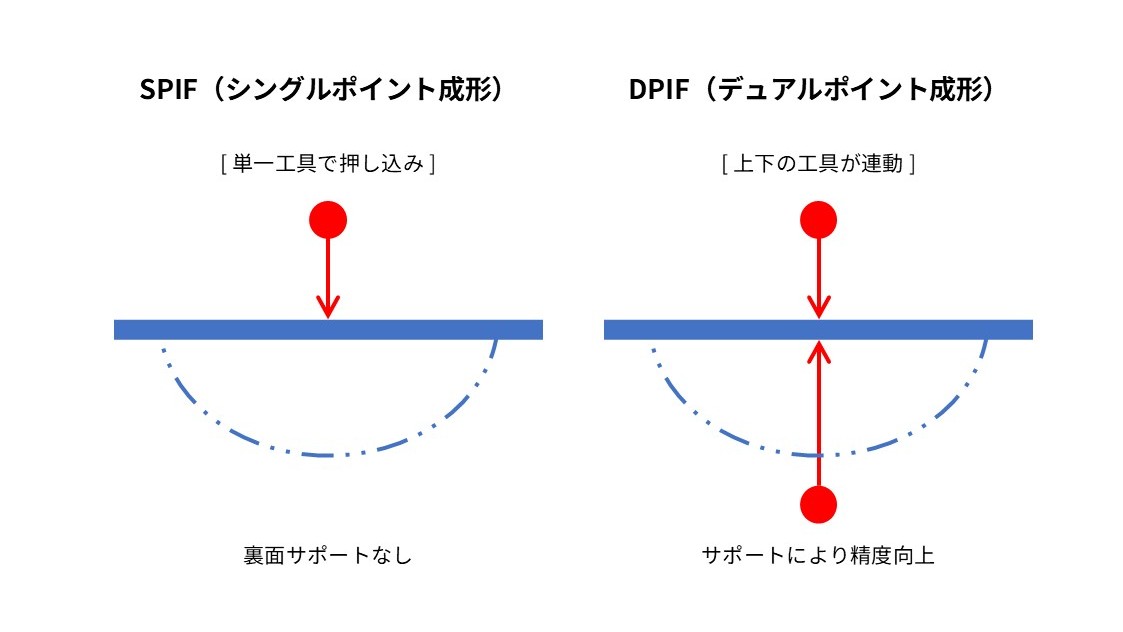
4-1. 工具一つで行うシングルポイント成形
最も基本的な方式が、シングルポイント成形(SPIF:Single Point Incremental Forming)です。金属板の外周を固定し、上側から1本の工具で押し込みながら形状を作ります。構造がシンプルで専用設備を必要としないため、研究用途や試作分野で広く採用されています。比較的導入ハードルが低く、まずインクリメンタル成形を試してみたい場合に選ばれる方式です。
一方で、裏に支えがない分、狙った形状からのズレ(形状精度不良)が起きやすいという弱点があります。特に、成形した部分以外の板が勝手に変形してしまう現象が起こりやすいため、形状精度や板厚分布のばらつきが課題になることもあります。高精度が求められる部品では、設計や加工条件の最適化が重要になります。
4-2. 裏側から支える対向式(デュアル)成形
シングルポイント成形の精度課題を改善した方式が、対向式(デュアルポイント)成形(DPIF:Dual Point Incremental Forming)です。表側から押し込む工具だけでなく、裏側からも別の工具を当てることで、局所的に板材を挟み込みながら加工を行います。上下工具が連動して動作することで、形状精度の向上や成形限界角度の拡大が期待できます。より複雑な形状や精度要求の高い部品に適した方式です。ただし、設備構成や制御が複雑になるため、対応できる設備やメーカーは限られます
それぞれの方式の特徴を比較表にまとめました。
| 加工方式 | 特徴 | メリット | デメリット |
|---|---|---|---|
| シングルポイント成形 | 工具1本で上から押す | 設備が安価 手軽 | 精度が出にくい 底がたわみやすい |
| 対向式(デュアル)成形 | 上下2本の工具で挟む | 高精度 複雑形状に対応 | 設備が高価 制御が難しい |
このように、インクリメンタル成形の中でも方式によって得意分野は異なります。ただし実務においては、方式選定以上に「どの加工法を採用するか」という視点が重要になるケースも少なくありません。形状・材料・数量といった条件によっては、板金系加工以外の選択肢を含めた検討が求められるためです。
5. インクリメンタル成形だけじゃない?試作を加速するもう一つの選択肢
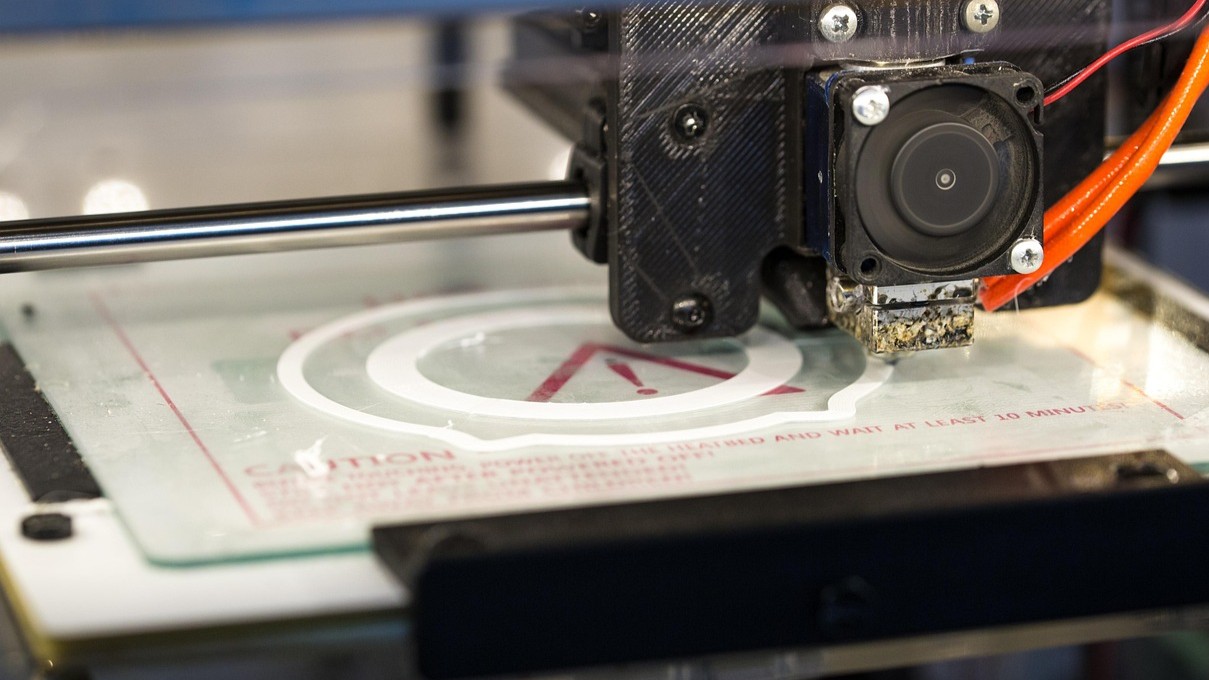
試作開発において重要なのは、「どの技術が優れているか」ではなく、「目的に対して最適な工法を選べているか」です。インクリメンタル成形は薄板金属の試作に強みを持つ技術ですが、すべての試作に適しているわけではありません。形状や材料、求められる機能によっては、別の製造アプローチが適しているケースも多く存在します。その代表例が、3Dプリントによる積層造形です。近年では、板金加工と積層造形を組み合わせたハイブリッドな試作開発が一般的になりつつあります。
5-1. インクリメンタル成形と3Dプリントの違い
インクリメンタル成形は金属板を変形させて形状を作る加工技術であるのに対し、3Dプリントは材料を積層して形状を生成する製造技術です。成形原理が根本的に異なるため、得意分野も大きく異なります。
■ インクリメンタル成形が得意な領域
- 薄板金属部品
- 大型カバーやパネル
- 板金外装の試作
■ 3Dプリントが得意な領域
- 複雑形状部品
- 一体成形構造
- 内部流路・ラティス構造
- 樹脂・金属の両対応
特に、従来工法では分割構造になっていた部品を一体化できる点は、3Dプリント特有の強みと言えます。
5-2. 板金とAMの使い分けが開発スピードを左右する
現在の試作開発では、「どちらを使うか」ではなく「どう使い分けるか」が重要視されています。
例えば、
- 外装カバー → インクリメンタル成形
- 内部機構部品 → 3Dプリント
- 機能部品 → 金属AM
といったように、部品単位で最適な工法を選択することで、開発スピードとコストの両立が可能になります。当社では、こうした複数工法を前提とした試作提案を行っており、「作れるかどうか」ではなく「どう作るのが最適か」という視点で開発支援を行っています。
板金加工と積層造形を対立する技術として捉えるのではなく、それぞれの特性を理解した上で組み合わせることが、これからのモノづくりにおける重要な考え方と言えるでしょう。
6. インクリメンタル成形の具体的な活用事例
理論だけでなく、実際にどのような分野で使われているかを知ることで、自社での活用イメージがより具体的になるはずです。インクリメンタル成形は量産向けの技術ではありませんが、「少量だからこそ価値が出る分野」で広く活用されています。ここでは代表的な活用領域を紹介します。
6-1. 自動車部品の試作品や補修部品
自動車業界は、この技術を最も積極的に取り入れている分野の一つです。新型車の開発段階では、フェンダーやボンネット、エンジンカバーなど、多くの試作品が短期間で必要になります。金型を起こす前段階の形状検証や、デザイン確認用の外装部品として活用されるケースが多く、開発リードタイム短縮に貢献しています。
また、近年増えているのが補修・レストア用途です。生産終了車両では金型が現存しないケースも多く、板金部品の再現が課題になります。インクリメンタル成形は、こうした「単品板金部品の再製作」に対応できる技術として注目されています。
6-2. 航空宇宙分野における少量特殊部品
航空機や宇宙船の部品は生産数が非常に少ないのが特徴です。まさに多品種少量生産の極みと言える分野です。そのため、機体のフェアリングやダクトなど、複雑な曲面を持つ板金部品の試作・小ロット製造にインクリメンタル成形部品が活用されています。金型を作るとコストが莫大になるため、データから直接成形できるメリットが大きく活きます。
6-3. 医療・研究分野でのカスタム部品
医療分野、特に個々の患者に合わせたカスタムメイドが必要な製品にも最適です。例えば、研究機関で使用する実験装置カバーや、患者ごとに形状が異なる部品などが該当します。金型を前提としない製造方式であるため、個別形状への対応が可能であり、研究開発用途との相性が良い技術です。
6-4. 建築・デザイン分野での意匠パネル
機能部品だけでなく、意匠用途でも活用されています。建築外装やインテリアパネルなど、自由曲面を活かしたデザイン表現が求められる領域です。金型成形では同一形状の繰り返しが基本になりますが、インクリメンタル成形では1枚ごとに異なる形状を作ることも可能です。そのため、少量多品種のデザインパネルやモニュメント製作などで採用されるケースがあります。
以下の表は、各分野での代表的な適用部品をまとめたものです。
| 分野 | 適用部品の例 |
|---|---|
| 自動車 | 試作フェンダー、ヒートシールド、旧車補修パネル |
| 航空宇宙 | エンジン部品カバー、排気ダクト、機体フェアリング |
| 医療 | 実験装置部品、研究用カスタムパーツ |
| 建築・デザイン | 特殊デザイン外壁、インテリアパネル、モニュメント |
このようにインクリメンタル成形は、「量産では成立しないが、必要とされる部品」が存在する領域で価値を発揮します。特に近年は、試作開発・補修部品・カスタム製品といったニーズの増加に伴い、単一の加工法では対応しきれないケースも増えています。用途に応じて板金加工や積層造形を組み合わせる柔軟な製造アプローチが、実務の現場では重要になりつつあります。
7. まとめ
インクリメンタル成形は、金型を使用せずに金属板を三次元形状へ成形できる板金加工技術であり、試作や多品種少量生産の分野で注目されています。初期投資を抑えながら板金試作ができる点は大きなメリットであり、特に開発初期の形状検証や単品部品の製作において有効な選択肢となります。一方で、加工時間や形状制約といった特性も持つため、用途に応じた理解が重要です。重要なのは、インクリメンタル成形を「万能な技術」として捉えるのではなく、数ある製造手法の一つとして正しく位置付けることです。
近年の試作開発では、単一の工法に依存するのではなく、板金加工・切削加工・3Dプリントといった複数の製造技術を組み合わせるアプローチが一般的になりつつあります。
薄板金属部品は板金系工法、複雑形状や一体構造部品は積層造形といったように、用途に応じた工法選定が開発スピードとコストの最適化につながります。
ンクリメンタル成形を理解することは、モノづくりの選択肢を広げる第一歩です。自社の目的や求める機能に合わせて最適な製造手法を選ぶことが、これからの製造開発において重要な視点と言えるでしょう。

金型レス製造や3Dプリントの適用可否、工法選定、仕様検討などについては、個別の要件に応じて最適なアプローチをご提案しています。
試作や製造手法の検討段階でも構いませんので、[お問い合わせページ]よりお気軽にご相談ください。